
Lucrarea "Asamblarea elementelor mecanice si structurale din constructia automobilului prin metoda nituirii" urmareste sa contribuie la cunoasterea mai buna a importantei utilizarii acestei metode in industria constructoare de masini si indeosebi la utilizarea nituirii ca metoda de remediere in intretinerea si repararea cadrului si caroseriei automobilelor.
In elaborarea continutului s-a tinut seama de progresele realizate in domeniul automobilelor, ultimile noutati legate de cele mai moderne metode de nituire si mai ales utilajele si instalatiile de pe piata actuala, fiind extrase prin accesarea internetului.
Utilizarea tehnologiei prin nituire,in special prin intermediul "pieselor de consolidare" in constructia cadrului si caroseriei de automobile a demonstrat ca este la fel de mult folosita indiferent de amploarea diversificarii tipurilor de cadre si caroserii de la momentul actual.
Lucrarea are urmatoarea structura:
Capitolul I - "Asamblarea prin nituire" unde s-au prezentat pe scurt tipurile de nituri si nituiri;sculele,dispozitivele,si aparatura folosita in tehnologia de lucru , importanta controlului imbinarilor prin nituire.
Capitolul II - "Utilizarea procedeului de asamblare prin nituire la cadrul si caroseria automobilului" unde s-a facut un rezumat privind cadrul si caroseria de autoturisme dupa care s-au prezentat pe scurt etapele importante privind pregatirea si repararea cadrului cand acesta este indoit sau fisurat prin metoda nituirii si prin intermediul "pieselor de consolidare"
Capitolul III - "Repararea cadrului la automobile cu caroserie semiportanta cu cadru detasabil"unde s-au prezentat pe scurt in ce consta repararea imbinarilor nituite,sudate si cu suruburi;particularitatile privind repararea fisurilor si crapaturilor cat si expunerea pe larg a etapelor ce trebuiesc parcurse obligatoriu la repararea folosind imbinarea prin nintuire .
Capitolul IV - " Noutati in domeniu" capitol cu imagini color in care s-au prezentat pe scurt atasand aceste imagini concludente, cele mai moderne aparate de nituit de pe piata actuala.
Capitolul V - " Norme generale si specifice de protectia muncii"- cuprinde cateva din normele principale privind protectia muncii ce trebuiesc respectate in timpul procesului de fabricatie si in atelierele de reparatii in vederea evitarii accidentelor la locul de munca.
Capitolul VI - "Norme de prevenire si stingere a incendiilor"in care s-au prezentat cateva din normele mai importante de prevenire a incendiilor care pot sa apara in halele de productie si in atelierele de reparatii auto.
Pentru exemplificari si redari mai clare privind metodele aplicate la repararea si remedierea prin nituire a elementelor detasabile din constructia cadrului si caroseriei automobilului, s-au folosit Anexele ce cuprind: grafice, scheme, imagini si desene cu elemente bine definite.
Lucrarea se adreseaza elevilor profilului mecanic, mecanicilor auto si altor organe tehnice de specialitate.
Asamblarea elementelor structurale din constructia automobilului prin metoda nituirii
Nituirea este procedeul tehnologic de imbinare nedemontabila a doua sau mai multe piese cu ajutorul niturilor.Desi printre cele mai vechi metode de asamblare, nituirea prezinta o serie de avantaje care o fac sa-si pastreze inca un loc important in constructiile metalice. Se folosesc imbinari nituite la asamblarile supuse la sarcini vibratorii, la asamblarea metalelor greu sudabile, la asablarile nedemontabile mobile, la o seama de constructii la care se cer asamblarile de profile si la asamblarea organelor de masini din materiale diferite(ferodoul pe tamburul franelor etc.).
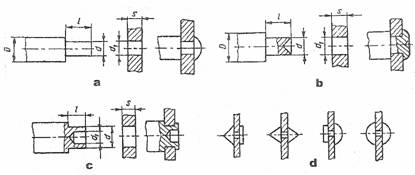
Niturile sunt organe de masini constituite dintr-o tija cilindrica, care la una din extremitati are un cap fabricat numit cap initial (fig. 1, a din anexe).Prin nituire se formeaza al doilea cap, numit cap de inchidere (fig. 1, b. din anexe )care realizeaza strangerea pieselor asamblate de grosime s.
Nitul este format din:
1-tija cilindrica,cu capul format prin fabricatie ;
2-capul format in timpul nituirii.
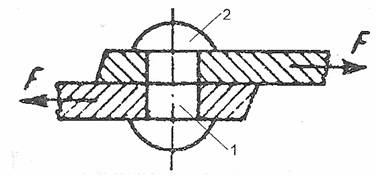
Dimensiunile principale ale nitului sunt:diametrul tijei d, lungimea tijei l, diametrul capului initial D si inaltimea capului h.
Niturile se pot clasifica dupa: forma capului, forma tijei si natura materialului din care sunt executate.
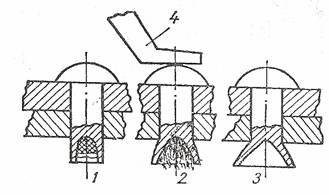
a). Dupa forma capului (fig. 2. din anexe)niturile pot fi :cu cap semirotund 1, cu cap tronconic 2, cu cap cilindric 3, cu cap inecat 4 si cu cap semi-inecat 5si 6.
b). Dupa forma tijei niturilor pot fi :cu tija plina, cu tija tubulara (fig.3, a, b. din anexe)si cu tija semitubulara (fig. 3, c. din anexe).
c). Dupa natura materialului, niturile pot fi din otel (OL34 si OL 37)alama, cupru, aluminiu.
2. Imbinari nituite
Imbinarile nituite se pot imparti in mai multe categorii dupa diferite criterii si anume:
- dupa modul de executie:manuala si mecanizata;
- dupa starea tijei nitului: la rece si la cald;
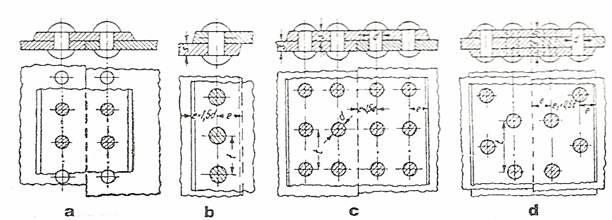
- dupa modul de asezare al tabelelor: prin suprapunere (fig. 4, a. din anexe) si cu eclise (fig. 4, b. din anexe);
- dupa numarul randurilor de nituri :cu un singur rand, cu mai multe randuri de nituri dispuse in linie sau zigzag;
- dupa destinatia asmblarii:de rezitenta, de etansare si de rezistenta-etansare.
Niturile de rezistenta se aplica la constructructiile unde conditia principala care se cere este transmiterea fortelor intre elementele asamblate.
Niturile de etansare se aplica constructiilor (bazine, rezervoare ) supuse la presiuni normale;niturile folosite in acest caz sunt mai subtiri insa sunt dispuse mai des.
Niturile de rezistenta -etansare trebuie sa corespunda ambelor conditii.
Din punctul de vedere al metodelor folosite ,dar si din cel al materialelor si al pieselor care se imbina,nituirile pot fi :
a) nituiri manuale;
b) nituiri mecanice;
c) nituiri speciale;.
d) capsare
1.Scule folosite la nituirea manuala.
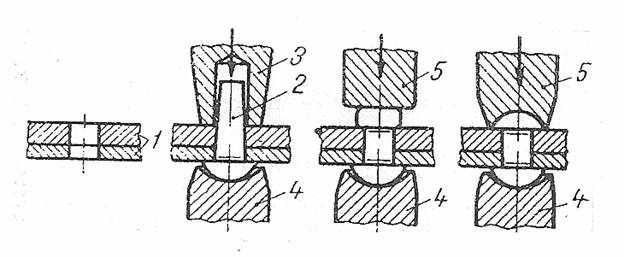
In lucrarile de nituire se folosesc urmatoarele scule:un ciocan de lacatusarie, un contracapuitor pentru capul initial, un tragator pentru apasarea pieselor de nituit una asupra celeilalte (fig. 5, a. din anexe)si un capuitor pentru formarea capului de inchidere (fig. 5, b. din anexe).Contracapuitorul serveste drept nicovala la formarea capului de inchidere al nitului.
Nituirea manuala in general ete o operatie costisitoare care cere un volum mare de munca avand totodata o productivitate mica, de aceea se executa numai la productia individuala si in atelierele de intretinere si reparatii.Dupa ce s-a introdus nitul in gaura (fig. 6. din anexe)se aseaza cu capul initial pe capuitor si cu ajutorl tragatorului se apropie cele doua piese de tabla ca sa nu ramana spatii intre ele.
Prin loviri axiale de ciocan refuleaza capul tijei, dupa care, prin loviri radiale se da capului de inchidere a nitului o forma bombata.La sfarsit se aseaza capuitorul pe capul batut si se loveste cu ciocanul rotindu-l dupa fiecare lovitura pina ce se obtine o forma identica cu a capului initial.Aceasta este metoda directa de nituire.Mai rar se
foloseste metoda de nituire indirecta, cand lovirile de ciocan se aplica pe capul initial, iar capul de inchidere se formeaza in lacasul contracapuitorului.
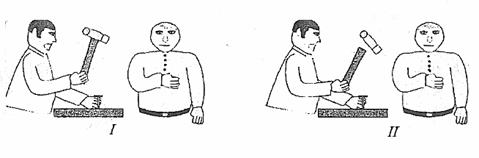
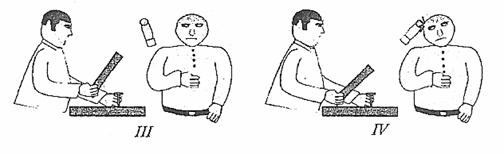
Operatia de nituire manuala comporta urmatoarele faze , prezentate in figura:
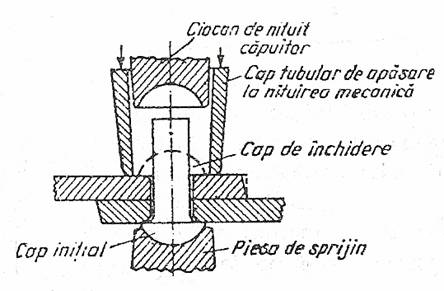
Formarea capului de inchidere
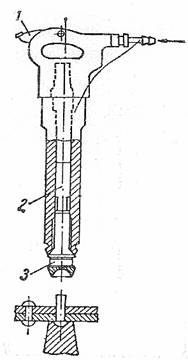
In productia de serie, nituirea se executa cu ciocane si masini automate sau semiautomate. Dupa felul actionarii, ciocanele mecanice pot fi actionate pneumatic si electric.Dupa greutate ciocanele de nituit pneumatice sunt de tip usor (pana la 9 kg), mijlociu (9-12kg), semigreu (13-25 kg) si greu (30-65 Kg.).Principiul de lucru al ciocanului pneumatic (fig. 7. din anexe)este urmatorul:ciocanul se aseaza cu capuitorul pe tija nitului, se apasa pe clapeta de pornire, iar aerul comprimat la 5-7at
actioneaza pistonul ciocanului intr.-o miscare rectilinie-alternativa.Pistonulactioneaza capuitorul astfel ce se poate obtine o frecventa a loviturilor intre 700 si 4000 pe min.
Ciocanul electromecanic (fig. 8. din anexe ) este prevazut cu un
motor electric a carui miscare de rotatie este transformata intr.-o miscare rectilinie -alternativa prin intermediul unui mecanism biela-manivela.
Masinile de nituit realizeaza formarea capului de inchidere al nitului prin ciocanire, prin presare sau prin rulare, pentru nituri cu dimensiuni pana la 42mm.
Ciocanul de nituit pneumatic este actionat cu aer comprimat,ce transmite o miscare rectilinie alternative pistonului percutor.
In functie de masa lor,ciocanele pneumatice pot fi :
-ciocanele usoare ,cu masa de pana la 9 kg;
-ciocanele mijlocii,cu masa de 9-12 kg;
-cicanele semigrele, cu masa de 13-25 kg;
-ciocanele grele,cu masa de peste 30 kg.
Aerul comprimat folosit are o presiune cuprinsa intre 5 si 7 bar,iar ciocanele au frecventa loviturilor cuprinsa intre700si4000 lovituri /min.
Ciocanele de nituit electrice pot fi:electromecanice si electromagnetice .
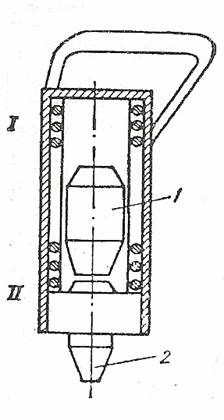
Ciocanul de nituit electromecanic are in componenta un motot electric,care transmite miscarea sa de rotatie unui mecanism biela -manivela, astfel incat miscarea devine rectilinie alternativa,cu frecventa dorita.
Ciocanul de nituit electromagnetic are in componenta bobine care-si schimba polaritatea ,ceea ce face ca percutorul sa aiba o miscare rectilinie alternativa.
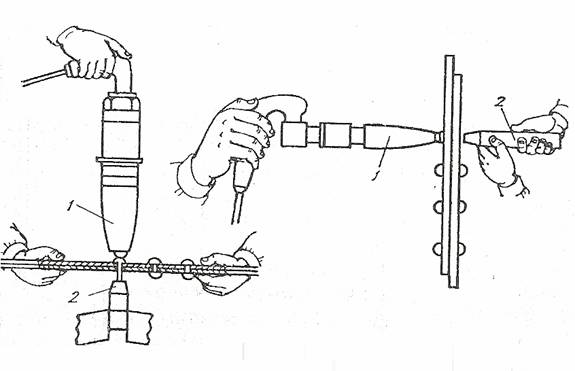
Nituirea cu ciocanele de nituit pot fi :
Cu piese asezate in pozitia orizontala, sustinute manual ,avand contracapuitorul in menghina si ciocanul sustinut in pozitie verticala.
Cu piese asezate vertical,contracapuitorul fiind sustinut manual de alt lucrator,iar ciocanul sustinut in pozitie orizontala.
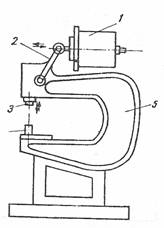
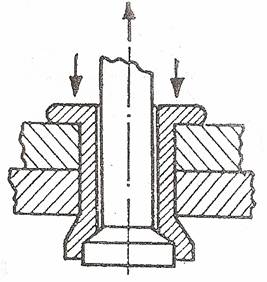
Presele de nituit:
Sunt masini folosite la realizarea capului de inchidere prin presiune ,care functioneaza la o singura trecere.Au contracapuitorul incorporat ,iar capuitorul poate fo actionat electric,pneumatic sau hidraulic.Pesiunea exercitata asupra nitului creste treptat .Un model de presa de nituit este reprezentat in figura de mai jos:
Niturile prin presare se pot executa cu niturile cu tija plina,semitubulara sau tubulara ,cu precizarea ca,pentru ultimele doua
tipuri de nituri,contracapuitorul va avea o forma adecvata, iar contracapuitorul va fi o scula care lucreaza prin rasfrangere.
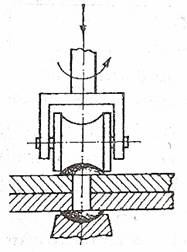
Masini de nituit prin rulare
La acest tip de masina,rola are o miscare de rotatie in jurul axei,prin intermediul careia se exercita o presiune,si o miscare de rulare.Contracapuitorul este montat in masa masinii,iar capuitorul este reprezentat de rola .
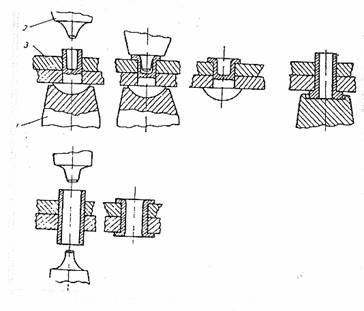
Nituirea pentru asamblarea unor piese mici
Este o metoda care se realizeaza ,fara a folosi nituri.Locul nitului este luat de o parte a unei piese,care va fi deformata ,formand capul de inchidere.
Metoda este folosita in industria de aparate electrice, pentru realizarea contactelor electrice sau fabricarea apareatelor de masurare si control,pentru care , din cauza dimensiunilor mici ale pieselor si grosimilor mici ale tablei, nu este permisa o alta modalitate de asamblare.
In figura de mai jos sunt prezentate cateva solutii folosite in industrie :
Semnificatiile notatilor din figura sunt urmatoarele:
a)-nituirea directa cu cap plin si rotund;
b)-nituirea tablelor subtiri;cepul are gaura conica,iar capul de inchidere poate fi realizat prin rasfrangere.
La aceasta asamblare ,atat solicitarea pieselor ,cat si rezistenta inbinarii sunt mai mici;
c)-nituirea tablelor subtiri pentru piesele de prindere ;cepul nitului este tubular d)-nituire ac indicator;solutii pentru realizare.
Nituirea cu nituri explozibile se face in modul urmator: in gaura pregatita se introduce printr-o lovitura usoara nitul.Cu ajutorul unui ciocan electric se incalzeste nitul, iar la 393K explozibilul din nit explodeaza si umfla capatul tijei, formand un cap de inchidere care strage puternic piesele de tabla.
Imbinarile nituite, cu precadere: cele cu scop de etansare, se supun operatiei de stemuire.Stemuirea consta in indesarea marginilor tablelor in vedere obtinerii unei etansari mai bune.Se executa cu ajutorul stemuitoarelor, care au forma daltilor dar au muchia de lucru boanta.
Cusatura nituita este coniderata bine executata daca niturile sunt corect asezate si imbinarea ete rezistenta, daca capetele niturilor sunt bine formate si daca nu exista stirbituri sau crestaturi pe suprafatele pieselor de nituit si pe capetele niturilor.Rezistenta cusaturii nituite se verifica prin lovirea cu ciocanul,aprecierea facandu-se dupa sunet sau dupa vibratia niturilor.Defectele ce pot aparea sunt reprezentate in (fig.9.din anexe).
Cadrul constituie una din partile principale ale automobilului pe care se monteaza motorul,transmisia.puntile,croseria etc.La unele autoturisme si autobuze,cadrul lipseste ca organ distinct,functiile sale fiind preluate de caroerie.
Conditiile pe care trebuie sa le indeplineasca un cadru sunt:greutatea minima compatibila cu o rigiditate suficienta:constructie simpla care sa permita montarea si fixarea usoara a diferitelor organe si a caroseriei;cost redus;sa permita amplasarea cat mai jos a partilor componente ale automobilului in scopul de a cobori centrul de greutate al acestuia.
Cadrul se asambleaza prin sudare, nituire sau combinat.
Lonjeroanele sunt executate din otel profil U sau Isau sunt ambutisate din tabla de otel cu sectiunea constanta pe toata lungimea lor sau variabila,in functie de solicitare(bare de egala rezistenta).
Pentru marirea rigiditatii cadrului,uneori in locurile de imbinare a lonjeroanelor cu traversele ,se prevad guseuri sau diagonale din tabla de otel ,profile suplimentare,care se sudeaza sau se prind prin nituire de lonjeroane.Lonjeroanele se consolideaza la randul lor cu diferite forme de piese de consolidare ce se fixeaza prin nituire sau sudare (vezi fig.10 din anexe).
Cadrul cu lonjeroane al unui autocamion este compus din lonjeroane, legate intre ele prin traverse.Lonjeroanele sunt executate din profil U, cu inaltimea profilului variabil in functie de valoarea momentului
incovoietor
Pentru a proteja caroseria, autocamionul este prevazut la partea din fata cu bara de protectie .Cadrul are montat pe traversa din spate dispozitivul de remorcare.Diagonalele contribuie la rigidizarea traveresei.Pentru consolidarea lonjeroanelor, deci pentru a se mari rigiditatea cadrului,la unele automobile se folosesc traverse in X.
Cadrul se asambleaza prin sudare ,nituire sau combinat
Caroseria reprezinta partea superioara (suprastructurata) a automobilului, amenajata pentrul tranportul persoanelor, al incarcaturii utile sau pentru instalarea diferitelor utilaje.
Datorita cresterii continue a vitezei de deplasare a autoturismelor, o buna parte din puterea motorului se consuma pentru invingerea rezistentei aerului.Din aceasta cauza, forma caroseriilor moderne de autoturisme tinde spre o forma cat mi apropiata de cea aerodinamica, care opune o rezitenta mai mica aerului, in timpul deplasarii autoturismului, si permite obtinerea de viteze mari.
In afara de rezitenta frontal, in deplasrea sa, automobilul poate intampina si actiunea transversala a aeruluii(vantul lateral), care influenteaza asupra stabilitatii longitudinale.Pentru aceata este necesar ca profilul caroseriei sa aiba o suprafata laterala mare la partea posterioar, astfel ca centrul de presiune al suprafetei laterale sa fie deplasata spre inapoi, fara a se mari insa inltimea automobilului.Acest lucru se poate obtine prin doua ampenaje laterale la partea din spate a caroseriei.
Conditiile impuse caroseriei unui automobile sunt :sa aiba o forma apropiata de cea aerodinamica;sa fie cat mai usoara si rezistenta; sa prezinte o vizibilitate maxima pentru conducator, in sopul maririi sigurantei circulatiei, sa fie confortabila,
Caroseriile de automobile se clasifica dupa destinatie si dupa modul de connstructie:
-dupa destinatie, caroseriile se clasifica in:caroserii de autoturisme ;caroserii de autobuze;caroserii de autocamioane ;caroserii speciale.
-dupa modul de constructie, adica dupa modul de prelucrare a eforturilor caroseriile se clasifica astfel:
- caroserie neportanta, la care toate eforturile sunt preluate exlusiv de cadru;in acest caz cadrul este separat, iar caroseria este fixata elastic pe cadru;
- caroserie semiportanta, care preia partial eforturile datorita fortelor provenite din miscarea automobilului ;podeaua caroseriei este fixata rigid de cadru prin buloane,nituri sau sudura;
-caroserie autoportanta ,care preia fortele provenite din miscarea automobilului;in acest caz cadrul un mai exista.
Caroseriile de autoturisme se clasifica dupa forma si dupa constructie.
Dupa forma, caroseriile pot fi :inchise, deschise, transformabile si speciale.
Caroseriile inchise pot fi : Caroseriile deschise pot fi:
-coach; -roadster;
-cupeu; -spider; -roadster faeton;
Caroserii transformabile :
-cupeu sport; -cabriolet;
-sedan; -cabrio-cupeu;
-berlina; -berlina decapotabila;
-limuzina -cu acoperis pliant;
-cu acoperis culisant;
Caroserii speciale: -microturisme;-combi;-de curse
Aranjarea interioara a caroseriei depinde de dimensiunile ce trebuie respectate in vederea asigurarii confortului si sigurantei pasagerilor.
Un element care asigura confortul unui mijloc de transport si in special la autoturisme si autobuze il constituie lipsa zgomotelor.
In afara de zgomotele produse de motor(care se amortizeaza prin diverse metode)si de cele produse de transmisie ,mai apar zgomote datorate elementelor caroseriei.Acestea din urma sunt suparatoare si ele se datoresc,in general,deteriorarii imbinarilorunor elementeale caroseriei.Zgomotele datorate elementelor caroseriei se manifesta prin vibratii stridente si prin zgomote anormale.
Cele mai importante cauze sunt :
-slabirea sau ruperea suruburilor sau niturilor de fixare ;
-desfacerea punctelor de sudura la elementele caroseriei
-slabirea suruburilor aripilorsi ruperea chederului dintre aripa si caroserie;
-slabirea arcului inchizatoruluic apotei sau portbagajului;
-slabirea sau uzarea elementelor de la mecanismul de ridicare si coborare a geamurilor de la usi;uzura zavorului broastei de la usi;
-uzura balamalelor si a bolturilor care duc la batai ale usilor;
Pentru inlaturarea acestor dereglari se trece la demontarea asamblarilor prin suruburi sau prin nituri.
Niturile slabite,care produc zgomote,se pot taia direct cu dalta,pana la 6 mm diametru ,iar pentru diametre mai mari,pentru a un se deforma gaurile(mai ales in cazul niturilor de otel)si pentru a se evita accidentele din cauza fortei cu care se desprindcapetele de nit,se recomanda gaurirea capuluide nitcu un burghiucu diametrulegal cu cel al tijei nitului,dupa care capul de nit se taie foarte usor cu dalta .
In general,piesele cadrului sunt asamblate cu nituri sau cu suruburi pentru a putea fi demontate usor atunci cand trebuie sa fie indreptate sau inlocuite.
Multe lucrari de verificare,masurare si chiar de reparatie pot fi facute cu automobilul nedemontatsau demontat partial.
Defectele care se intalnesc la cadre se pot grupa in trei categorii:
-deformarea elementelor cadrului;
-deteriorarea imbinarilor nituite sau sudate;
-fisurarea sau ruperea elementelor cadrului(in special a lonjeroanelor);
Daca nitul este pera slab,se poate constata prin miscarea cu mana.Niturile slabe se mai pot constata si prin lovirea capetelor lor cu ciocanul.La nitul bine fixat ,se aude un sunetclar,iar la cel slabit,un sunet ingrosat.
III.3.Tehnologia de reparare folosind nituirea:
Nitul slabit se indeparteaza fara a deforma gaura.Pentru a evita eventualele accidente ce s-ar putea produce din cauza saririi capului nitului ,se gaureste capul nitului cu un burghiu avand diametrul egal cu cel al tijei nitului,dupa care capul se indeparteaza foarte usor cu dalta si ciocanul.Mai rar se taie capul nitului cu dalta sau cu flacara oxiacetilenica .Dupa scoaterea niturilor,se verifica daca gaurile sunt deformate.Gaurile deformate se alezeaza cu un burghiu avand diametrul maxim al ovalizarii,avandu-se grija ca acest diametrual gauriisa corespunda pentru diametrul standardizat al tijeide nit.Dupa alezare,se curata bine cu o periede sarma suprafetelepe care trebuiesa se sprijine capetele de nit.
Nituirea se executa in general la cald,numai cu ciocanul pneumatic sau cu masini de nituit.Nituirea la cald un da intotdeauna rezultate bune deoarece prin incalzire niturile se dilata,si,dupa ce au fost batute,se racesc,se contracta,isi micsoreaza diametrul,apar jocuri intre diametrul tijei si diametrulgaurii.Acest joc se mareste in timpul exploatarii automobilului si ulterir produce fisurarea sau ruperea elementelor nituitein zona respectiva.
In ultimul timp,in uzinele constructoare de automobile si in intreprinderile mari de reparatiiauto,nituirea se face la rece,cu prese hidraulice carora li se regleaza forta de apasare in functie de diametrultijei nitului.Acest sistem imbunatateste calitatea nituirii,marind in acelasi timp si productivitatea muncii.Nu se recomanda incalzirea capetelor niturilor slabe si baterea lor din nou,deoarece,in acest mod,jocul se inlatura pentru un timp foarte scurt,se ovalizeazaile,iar,in plus,se produce si fisurarea elementelor asamblate.
In fig.11 din Anexe este reprezentata o instalatie pneumohidraulica de nituit utilizata la repararea automobilelor.Se pot utiliza in acest scop si instalatii cu comanda numerica.

 Set cleste pop nit 2-5 mm+ falci rezerva 812 Brand: Beargrip Cod: 812SET Categorie: Aparate de nituit
Set cleste pop nit 2-5 mm+ falci rezerva 812 Brand: Beargrip Cod: 812SET Categorie: Aparate de nituit
 Set cleste pop nit 3-6 mm+ falci
rezerva 815 Brand: BEARGRIP Cod: 815SET Categorie Aparate de nituit
Set cleste pop nit 3-6 mm+ falci
rezerva 815 Brand: BEARGRIP Cod: 815SET Categorie Aparate de nituit 



Ciocane de forja, masini de nituit si prese de brichetat deseu metalic
Din punctul de vedere juridic, normele de protectie a muncii sunt acele norme de convietuire sociala care, garantate sau nu prin forta de constrangere a statului, reglementeaza conduita oamenilor in cadrul unor comunitati productive, determinand conditiile in care urmeaza sa efectueze diferite operatii concrete de utilizare a echipamentelor si obiectelor muncii si excluzand orice riscuri, urmarind cu prioritate apararea sanatatii, a integritatii corporale a executantului.
Normele de protectie a muncii pot fi definite ca o masura legislativa de realizare a securitatii muncii; continutul lor este format din colectii de prevederi cu caracter obligatoriu, prin a caror respectare se urmareste eliminarea comportamentului accidentogen al executantului in procesul muncii. Fiecare prevedere reprezinta in sine o masura de prevenire - tehnica sau organizatorica - a riscului producerii accidentelor de munca si imbolnavirilor profesionale.
In consecinta, rolul normelor de protectie a muncii este de a stabili acele masuri de prevenire necesare pentru anihilarea factorilor de risc de accidentare si imbolnavire profesionala dependenti de executant.
-normele constituie principalul instrument in realizarea instruirii in domeniul securitatii si sanatatii in munca. In conformitate cu prevederile legislative in vigoare, continutul de baza al oricaruia dintre tipurile obligatorii de instructaj de protectie a muncii este format din normele de protectie a muncii corespunzatoare activitatii pentru care este instruit subiectul. De asemenea, verificarea nivelului de instruire se realizeaza tot in raport cu prevederile normelor.
-normele constituie unul dintre instrumentele in baza carora, in cazul cercetarii accidentelor de munca, se stabilesc cauzele producerii acestora si vinovatia. Utilizarea lor in acest context permite si identificarea masurilor de prevenire care nu au fost aplicate, respectiv a factorilor de risc de accidentare si imbolnavire profesionala care continua sa existe in procesul de munca.
-normele reprezinta unul dintre instrumentele cu ajutorul carora se realizeaza controlul si autocontrolul de protectia muncii. Conform Legii nr. 90/1996 a protectiei muncii si a actelor juridice referitoare la organizarea si functionarea Inspectiei muncii, prin controlul de protectie a muncii efectuat de organismele specializate se urmareste modul in care se desfasoara activitatea de prevenire a accidentelor si a imbolnavirilor profesionale, si in primul rand gradul in care sunt aplicate si respectate masurile
cuprinse in normele de protectie a muncii. Autocontrolul, ca forma de control intern al activitatii de protectie a muncii, are aceleasi obiective ca si controlul efectuat de organismele publice, deci va utiliza aceleasi instrumente.
-normele reprezinta unul dintre principalele acte juridice in functie de care se stabilesc si se sanctioneaza abaterile in domeniul protectiei muncii. Aceasta functie deriva in mod necesar din functia lor de instrument de control.
-normele constituie unul dintre principalele criterii in fundamentarea politicii generale si a programului de activitate pentru realizarea securitatii muncii la nivelul agentilor economici
In conceperea planurilor de activitate de protectie a muncii se urmareste in primul rand, in virtutea legii, inscrierea ca obiectiv a realizarii acelor masuri preventive care se regasesc in norme si nu au fost inca aplicate sau sunt indeplinite doar partial.
Normele generale de protectie a muncii, emise prin Ordinul Ministrului Muncii si Protectiei Sociale nr. 508/20.11.2002 si Ordinul Ministrului Sanatatii si Familiei nr. 933/25.11.2002, cuprind principii generale de prevenire a accidentelor de munca si bolilor profesionale precum si directiile generale de aplicare a acestora. Normele au ca scop eliminarea sau diminuarea factorilor de risc de accidentare si/sau imbolnavire profesionala existenti in sistemul de munca, proprii
fiecarei componente a acestuia (executant - sarcina de munca - mijloace de productie - mediu de munca), precum si informarea, consultarea si participarea angajatilor si a reprezentantilor acestora in procesul de asigurare a securitatii si sanatatii in munca.
Respectarea Normelor generale de protectie a muncii este obligatorie pentru toate unitatile din economie aflate sub incidenta Legii protectiei muncii nr. 90/1996.
Normele generale de protectie a muncii sunt armonizate cu legislatia Uniunii Europene, in principal cu prevederile Directivei - cadru 89/391/CEE si ale directivelor specifice elaborate in baza art. 16 al acesteia.
Structura Normelor generale de protectie a muncii este stabilita prin anexa la Legea protectiei muncii nr. 90/1996 cuprinzand categoriile de masuri generice de prevenire aferente fiecarui element al sistemului de munca, inclusiv normele de igiena a muncii care trebuie respectate pentru prevenirea accidentelor si imbolnavirilor profesionale.
Normele specifice de securitate a muncii sunt aprobate prin Ordin al Ministrului Muncii si Solidaritatii Sociale. Legea Protectiei Muncii nr. 90/1996 reglementeaza activitatile pentru care se elaboreaza normele specifice de securitate a muncii. Metodologia de elaborare a acestora a fost conceputa de INCDPM si aprobata de Ministerul Muncii si Solidaritatii Sociale. La elaborarea proiectelor de
norme au contribuit institute de cercetare si specialisti din cadrul Inspectiei Muncii.
Normele specifice de securitate a muncii cuprind prevederi de securitate a muncii valabile pentru anumite activitati sau grupe de activitati caracterizate prin riscuri similare. Prevederile acestor norme se aplica cumulativ, indiferent de forma de proprietate sau modul de organizare a activitatilor reglementate.
Normele specifice de securitate a muncii sunt reglementari cu aplicabilitate nationala, cuprinzand prevederi minimal obligatorii pentru desfasurarea diferitelor activitati in conditii de securitate. Respectarea acestor prevederi nu absolva persoanele juridice sau fizice de raspunderea ce le revine pentru asigurarea si a altor masuri, corespunzatoare conditiilor concrete in care se desfasoara activitatile respective, prin instructiuni proprii.
Structura fiecarei norme specifice are la baza abordarea sistemica a aspectelor de securitate a muncii - practicata in cadrul Normelor generale - pentru orice proces de munca. Conform acestei abordari, procesul de munca este tratat ca un sistem, compus din urmatoarele elemente ce interactioneaza:
EXECUTANTUL: omul implicat nemijlocit in executarea unei sarcini de munca.
SARCINA DE MUNCA: totalitatea actiunilor ce trebuie efectuate de executant, prin intermediul mijloacelor de productie si in anumite conditii de mediu, pentru realizarea scopului procesului de munca.
MIJLOACE DE PRODUCTIE: totalitatea mijloacelor de munca (instalatii, utilaje, masini, aparate, dispozitive, unelte etc.) si a obiectelor muncii (materii prime, materiale etc.) care se utilizeaza in procesul de munca.
MEDIUL DE MUNCA: ansamblul conditiilor fizice, chimice, biologice si psihosociale in care unul sau mai multi executanti isi realizeaza sarcina de munca.
Reglementarea masurilor de securitate a muncii in cadrul normelor specifice, vizand desfasurarea uneia sau mai multor activitati in conditii de securitate, se realizeaza prin tratarea tuturor aspectelor de securitate a muncii la nivelul fiecarui element al sistemului: executant-sarcina de munca-mijloace de productie-mediu de munca, propriu proceselor de munca din cadrul activitatii care face obiect de de reglementare.
Prevederile sistemului national de reglementari normative pentru asigurarea securitatii muncii constituie, alaturi de celelalte reglementari juridice referitoare la sanatatea si securitatea in munca, baza pentru:
-activitatea de conceptie si proiectare a echipamentelor tehnice si a tehnologiilor;
-autorizarea functionarii unitatilor;
-instruirea salariatilor in domeniul securitatii muncii;
-cercetarea accidentelor de munca, stabilirea cauzelor si a responsabilitatilor.
verificarea legarii la pamant si la nul a masinilor actionate electric;
deconectarea legaturilor electrice la prize asezarea sculelor in dulap,la terminarea lucrului
Pentru a evita aparitia accidentelor in timpul lucrului si realizarea operatiilor in conditii optime de precizie si siguranta,trebuie respectate urmatoarele norme:
Se verifica cu atentie uneltele si sculele utilizate in procesul de fabricatie;
uneltele de mana trebuie folosite in stare buna de lucru ,fara crapaturi si deformatii.
Presiunea aerului din ciocane trebuie sa fie corespunzatoare culei ;inainte de intrebuintare ,se va verifica cursa sculei ,iar protectie contra iesirii;daca nituirea se executa la cald ,trbuie folosit echipamentul de protectie ,iar introducerea niturilor in gauri se face cu ajutorlu clestilor;vor fi indepartate sin zona nituirii la cald materialele inflamabile si obiectele mari ce impedica desfasurarea procesului tehnologic ; muncitorii vor purta sorturi de protectie din piele si isi vor proteja urechile cu antifoane,iar in lipsa acestora ,cu vata .Zgomotul produs in sectiile de nituire adduce in timp de pierdera acuitatii auditive.Muncitorii vor purta manusi de protectie si vor respecta toate normele impuse de explorarea dispozitivelor si a utilajelor.Cele mai frecvente accidente cauzate de operatiile de presare constau in ranirea mainilor muncitorului.Acestea au loc din urmatoarele cauze-pornirea neasteptata a masinii prin acctionarea din greseala a manetei sau a pedalei de pornire;-introducerea sau scoaterea piesei in timp ce masina lucreaza.




a. b. c. d.
VI.1. Mijloacele de prevenire a incendiilor, a intinderii si a propagari lor, trebuie luate in considerare de la proiectarea si amplasarea constructiilor pana la executia si exploatarea lor si anume:
Inlaturarea eventualelor cauze de provocarea a incendiilor si a exploziilor, prin proiecatrea procesului tehnologic;
Evitarea formari in halele de productie a amestecurilor explozive, a formari de pulberi fine, a aruncari de la inaltime mare sau turbionarii lor; pentru aceasta, se recomanda curatarea in mod periodic a prafului de pe utilaje si de pe toate partile incarcate cu electricitate statica;
Marirea umiditati relative a aerului, acolo unde produsele permit;
Proiectarea instalatiilor electrice tinand seama de gradul pericolului de incendiu pe car il prezinta constructia, datorita materialului din care este executata si a procesului tehnologic care are loc in acea constructie;
Prevenirea unor aparate de deconectare automata, dispozitivele electronice in caz de avarii etc.;
Proiectarea constructiilor, pe cat posibil din materiale adegvate si eventual necombustibile, in functie de procesul tehnologic, de aglomeratia de muncitori, vizitatori, etc.;
Amplasarea rationala a cladirilor si anegelor lor, conform prevederilor si normelor in vigoare, tinandu-se seama de distantele minime de sigurata intre constructiile industriale, constructii civile (in functie de procesele tehnologice si de materialele din care sunt construite), de distantele intre acestea si depozitele de materiale combustibile;
Prevederea in depozitele de materiale combustibile a instalatiilor speciale de declansare automata a stropiri cu apa, in mamentul ridicari temperaturi din cauza izbucnirii unui incendiu, in acelasi timp semnalizandu-se si chemarea formatiei de pompieri;
Limitarea posibilitatilor de intindere a incendiilor, prin compartimentarea cladirilor si introducerea de pereti desartitori si pansee rezistente la foc;
Amenajarea unor spatii pentru fumat in incintele unde fumatul nu este perimis;
Asigurearea unei bune evacuari a oamenilor si a bunurilor din cladire, in caz de incendiu;
Instalarea de scari de incendiu, guri de apa, cu utilajul necesar (furtun cu lancie, pompe etc.);
Ignifugarea materialelor combustibile folosite in constructii;
-masuri de siguranta, care constau din indicatoarele P.S.I. (marcarea zonelor periculoase, a mediilor explozive, a cailor de evacuare din cladiri) si asigurarea unor bune conditii pentru interventia rapida la stingerea incendiilor.
VI.2. Masuri organizatorice de combatere a incendiilor constau in :
Organizarea de formatii de pompieri voluntari si special angajati;
prelucrarea normelor si a prescriptiilor referitoare la prevenirea incendiilor, interzicerea folosirii flacari deschise, a fumatului etc., in diferite medii preiculoase;
Stabilirea unor sarcini precise privind prevenirea si combaterea incendiilor si asigurara prelucrari si a afisarii lor;
Instruirea muncitorilor si raspandirea constiintelor tehnice referitoare la cauzele si prevenirea incendiilor;
Dotarea cu utilaje si materiale tehnice de combatere a incendiilor, si anume: utilaj manual de prima interventie (lopeti, pompe de mana), stingatoare manuale (cu apa, cu spuma chimica, cu sunbtante chimice solubile sub forma de prafuri, cu bioxid de carbon, cu gaze interne, cu spuma aeromecanica etc.);
Motopompe, autopompe (la intreprinderi mari, pe platforme industriale etc.);
Instalatii cu retele cu apa, instalatii fixe automate.
VI.3. Materialele care se pot folosi la stingerea incendiilor sunt dependente de materialul combustibil, de instalatiile si de procesul tehnologic care se desfasoara in acea constructie, de utilajul de stingere de care se dispune.
Cele mai fregvent folosite sunt:
Nisipul , ca mijloc imediat de inabusire a focarului de incendiu;
apa sub forma de jeturi compacte, la stingerea materialelor combustibile solide (lemn, textile, hartie, etc.), a gazelor etc.;
apa dispersata in picaturi;
apa sub forma de ceata sau sub forma de abur pentru stingerea materialelor solide, lichide sau gazoase, in cantitati mai mare, ori in spatii inchise;
diverse substante chimice, prafuri, tetraclorura de carbon, zapada carbonica etc.
La stingerea incendiilor care au loc in instalatiile electrice (transformatoare, instalatii electrice de inalta tensiune etc.), se interzice folosirea materialelor de stingere lichide spumate etc. Aceste instalatii trebuie prevazute cu lazi de nisip, tertaclorura de caron etc.
ANEXE
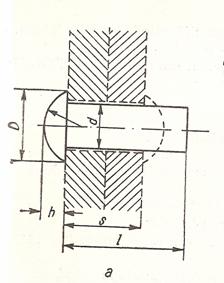
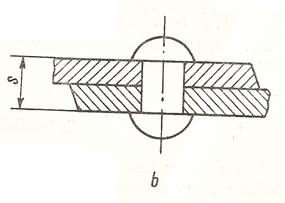
FIG. 1. NITUL:
a-dimensiunile principale ale nitului b-strangerea pieselor asamblate
cu ajutorul nitului
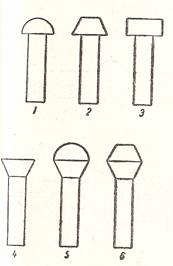
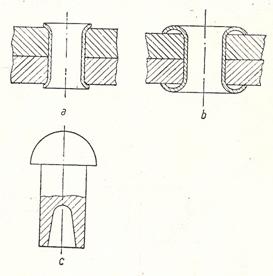
FIG 2.clasificarea niturilor FIG. 3. nituri cu tija
dupa forma tubulara si semitubulara
.
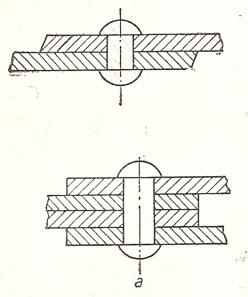
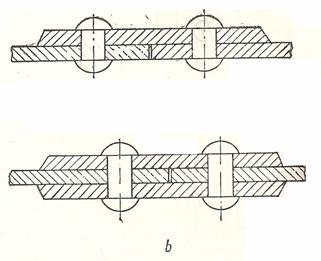
FIG. 4. Clasificarea niturilor dupa modul de asezare al tablelor
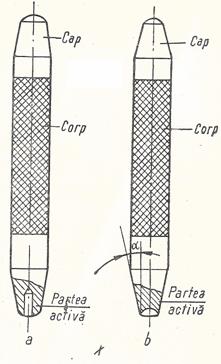
FIG. 5. Instrumente folosite la nituirea manuala a-tragatorul;b-capuitorul
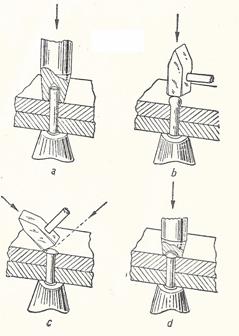
FIG. 6. Fazele nituirii manuale:
a - apropierea tablelor cu tragatorul ;
b - refularea capului de inchidere
c - formarea capului de inchidere cu capuitorul
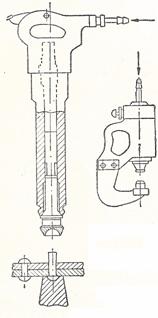
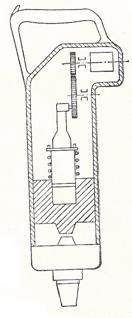
FIG. 7.Ciocanul de nituit pneumatic FIG. 8.Ciocanul de nituit electromagnetic
Anexe la capitolul II
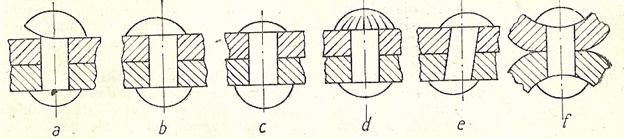
Fig.9 Defecte ce pot aparea la nituire
a)-cap de inchidere inclinat;b)-cap de inchidere deplasat;c)-cap de inchidere prea mic din cauza tijei scurte;d)-cap de inchidere deformat;e)-nit strimb;f)-tablele deformate la nituire.

Fig. 10 .forme de piese de consolidare
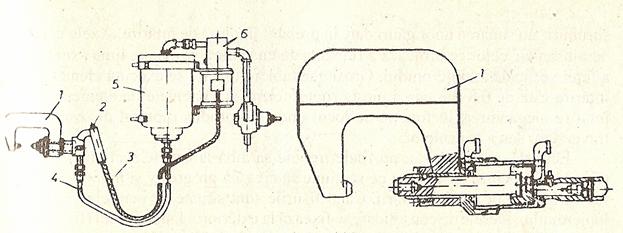
Fig.11. Instalatie mobile de nituit cu amplificare pneumohidraulica:
-potcoava de nituit; 2-buton de pornire electrica a amplificatorului; 3-cablu electric; 4-furtun hidraulic; 5-amplificator pneumohidraulic; 6-intrerupator electropneumatic.
Fratila, GR. et. al. Automobile. Cunoastere intretinere si reparare. Bucuresti: Editura Didactica si Pedagogica, 2007.
SAVA,
POENARU, M. et. al. Instalatii si echipamente auto: Bucuresti: Editura Didactica si Pedagogica, 1998.
FRATILA, GH. Masini utilaje si instalatii. Intretinerea si repararea automobilului. Bucuresti: Editura Didactica si Pedagogica 2000.
GROZA, AL. et al. Metode si lucrari practice pentru reparare auto: Bucuresti: Editura Tehnica, 1985.
VICTOR MATEESCU, IND. et al. Automobile Roman pentru transportul de marfuri. Bucuresti: Editura Tehnica, 1992.
MANDIRU, C. Automobile
CRISTEA, P.; MOSCU, I. Agenda auto.
Internet (www.rombelt.ro)
Unitatile de competenta si competentele tehnice specifice
Competente vizate / implicate in realizarea / executia proiectului:
6.1.3 Citeste si utilizeaza documente scrise in limbaj de specialitate
6.4.1 Aplica normele de calitate in domeniul de activitate
6.6.1 Aplica legislatia si regulamentarile privind securitatea si sanatatea la locul de munca, prevenirea si stingerea incendiilor
6.6.2 Ia masuri pentru reducerea factorilor de risc de la locul de munca
29.12. Asamblarea elementelor mecanice ale mijloacelor de transport
29.12. 29.12.1.Defineste el.comp.ale asamblarilor
29.12.2.Identifica el.structurale si propr.
29.12.3. Evidentiaza particularitatile constructive si functionale ale elementelor
29.12.4.Asambleaza elementele structurale
29.14. Conducerea automobilului
29.14. 29.14.2. Precizeaza regurile de circulatie pe drumurile publice conf. legislatiei in vigoare
29.14.4. Aplica regurile de prim ajutor in cazul accidentelor rutiere.
29.15.Constructia si functionarea automobilului
29.15. 29.15.1. Defineste rolul echipamentelor automobilului.
29.15.2. Descrie constructia echipamentelor
29.15.3. Descrie functionarea echipamentelor
29.16.Intretinerea si repararea automobilului
29.16. 29.16.1. Alege mij.nec.executarii op. de intretinerii si renarare a automobilului
29.16.2. Executa op.de intret.a automobilelor.
29.16.3. Executa.op.de reparare a automob.
29.17.Diagnosticarea functionarea automobilului
29.17. 29.17.1. Specifica def. posibile ale comp.automob.si cauzele aparitei acestora
29.17.3. Alege metode si mijl.fol la diagnostic.
29.17.4. Utiliz. tehnic si tehnol. de control,verificarea si masurare pt. stab. diagnosticului.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |