Inainte de selectia otelului, proiectul unei roti dintate trebuie sa includa urmatoarele determinari:
a) Tensiunea de contact la cel mai coborat punct al contactului dintelui singular pe pinion.
b) Tensiunea maxima de incovoiere in zona de racordare de la baza dintelui.
c) Sarcina de strivire a stratului de suprafata la cel mai coborat punct de contact cu un singur dinte.
d) Temperatura interfetei cuplului de roti in angrenare la vitezele maxime anticipate.
e) Nivelul si viteza de aplicare a suprasarcinilor si temperatura minima la care acestea se vor produce.
Daca proiectantul nu este limitat de spatiu, greutate sau costuri, ar putea recurge la o supradimensionare pentru a trece peste cerintele cele mai ridicate privind calitatea otelului. Acest lucru nu este insa de dorit deoarece fie costul fie una sau mai multe dintre cerintele de proiectare vor depasi urmatoarele valori limita (roti dintate carburate):
tensiunea de contact: 1.500N/mm2;
tensiunea de incovoiere: 650N/mm2;
tensiunea de forfecare in substrat: 55 din limita de curgere la forfecare;
temperatura interfetei: maxim 260 C cu temperatura baii de ulei 90 C.
Aceste valori sunt valabile pentru oteluri aliate cu unul sau mai multe dintre elementele Cr, Ni sau Mo. Otelurile carbon tratate termic conventional sunt capabile sa suporte 80 din valorile tensiunilor de mai sus.
Procesul de selectie va exclude urmatoarele categorii de oteluri:
a) Otelurile care au un continut ridicat de incluziuni nemetalice, ca de exemplu cele semicalmate si/sau resulfurate (peste 0,05 S).
b) Marcile care prezinta o prelucrabilitate scazuta sau aleatoare prin aschiere.
c) Otelurile cu graunte ereditar grosolan sau cele dezoxidate cu aluminiu (se recomanda otelurile dezoxidate cu siliciu, avand un graunte ereditar fin).
d) Marcile caracterizate printr-un echilibru modest intre elementele de aliere formatoare de carburi si cele durificatoare ale matricei (de exemplu 18MnCr11 si 20MnCr12). Cele mai favorabile sunt otelurile Cr-Mo-Ni la care continutul in carbon al suprafetei carburate este sub 1
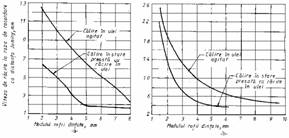
Urmatoarea etapa in selectia otelului consta in determinarea vitezei de racire la calire in zona de racordare de la baza dintelui. Pentru rotile dintate cu forme simple aceasta poate fi apreciata cu ajutorul curbelor din figura 6.10.
|
Figura 6. 10 Determinarea vitezei de racire in zona de racordare a bazei dintelui: a - pentru roti dintate conduse; b - pentru roti dintate conducatoare. |
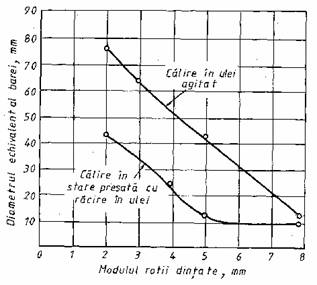
Legatura dintre viteza de racire in zona de racordare a bazei rotilor conduse si cea a suprafetei barelor rotunde calite in aceleasi conditii este aratata in figura 6.11.
|
Figura 6. 11 Curbele care compara viteza de racire la baza dintelui rotilor conduse cu cea a suprafetei barelor rotunde calite in conditii similare. |
Adancimea stratului carburat se controleaza de obicei prin masurarea penetrarii carbonului in sectiunea piesei necalite. Tendinta este catre o adancime durificata de pana la 50HRC. Conform figurii 6.11 ne putem astepta ca adancimea stratului durificat de la baza dintelui, cu o duritate de peste 50HRC la o roata condusa avand modulul m=4 sa fie aproximativ aceeasi cu cea obtinuta la o bara din acelasi otel avand un diametru de aproximativ 50mm, care a fost tratata termic in aceleasi conditii.
In continuare se va lua o decizie referitoare la calitatea microstructurii dorite. Iata cateva sugestii:
a) Daca tensiunile de contact si de incovoiere sunt cu mult mai mici decat valorile maxime prezentate anterior (cu pana la 50 mai scazute), microstructura nu are o importanta majora. Selectia otelului pentru carburare se va face pe baza calibilitatii stratului in termeni de duritate, utilizand benzile de calibilitate din anexa B sau datele din tabelul 6.6.
b) Pe masura ce nivelul tensiunilor se apropie de cel maxim prezentat, devine tot mai importanta microstructura stratului.
|
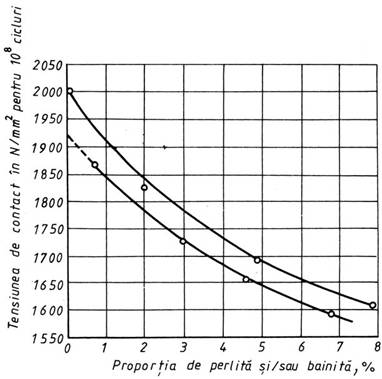
Figura 6. 12 Efectul proportiei de perlita si/sau bainita asupra capabilitatii la tensiuni de contact a otelurilor pentru carburare aliate cu Ni-Cr-Mo. |
c) Daca se depasesc valorile maxime sugerate, microstructura va fi considerata o cerinta fixa, exceptie fiind cazul in care durata de viata impusa este mai mica de 105 cicluri. Pentru durate de viata de cel putin 107 cicluri se recomanda ca tensiunea de contact sa nu depaseasca 1.900N/mm2, sau tensiunea de incovoiere sa fie sub 830N/mm2. In vederea obtinerii unei capacitati maxime de incarcare, microstructura otelurilor considerate nu trebuie sa contina in stratul carburat bainita superioara, perlita si carburi dispuse sub forma de retea pe limitele grauntilor. Influenta cantitatii de bainita si/sau de perlita asupra scaderii capacitatii de incarcare la solicitari de contact este aratata in figura 6.12.
|
Tabelul 6.6 Criteriul duritatii la selectia otelurilor carburate pentru roti dintate. |
||||||
|
Viteza de racire ca distanta Jominy, mm, la care se obtine o duritate de 60HRC |
Roti dintate calite direct |
Roti dintate reincalzite pentru calire |
||||
|
Continutul in carbon la suprafata |
||||||
|
OLC20 |
OLC20 |
OLC20 |
OLC20 |
OLC20 |
OLC20 |
|
|
22Mn15 |
22Mn15 |
22Mn15 |
22Mn15 |
22Mn15 |
22Mn15 |
|
|
20MoCrNi06 |
20MoCrNi06 |
20MoCr05 |
||||
|
20MoCr05 |
20MoCr05 |
20MoCr05 |
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
|
|
20MoCr05 |
20MoCr05 |
20MoCr05 |
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
|
|
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
|
|
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
|
|
20MoCrNi06 |
20MoCrNi06 |
20MoCrNi06 |
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
|
|
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
|
|
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
|
|
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
20MoCrNi18 |
22MoCrNi05 |
22MoCrNi05 |
|
|
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
20MoCrNi18 |
20MoCrNi18 |
20MoCrNi18 |
|
|
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
20MoCrNi18 |
20MoCrNi18 |
20MoCrNi18 |
|
|
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
20MoCrNi18 |
20MoCrNi18 |
20MoCrNi18 |
|
|
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
20MoNi35 |
20MoNi35 |
20MoNi35 |
|
|
22MoCrNi05 |
22MoCrNi05 |
22MoCrNi05 |
20MoNi35 |
20MoNi35 |
20MoNi35 |
|
|
20MoCrNi18 |
20MoCrNi18 |
20MoCrNi18 |
20MoNi35 |
20MoNi35 |
20MoNi35 |
|
|
20MoCrNi18 |
20MoCrNi18 |
20MoCrNi18 |
20MoNi35 |
20MoNi35 |
20MoNi35 |
|
|
Peste 31,75 |
20MoCrNi18 |
20MoNi35 |
20MoNi35 |
13CrNi35 |
13CrNi35 |
13CrNi35 |
|
Obs. Otelurile nestandardizate in tara noastra au fost simbolizate dupa criteriul compozitiei chimice. |
||||||
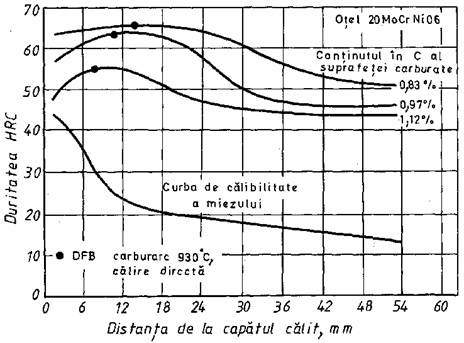
S-a demonstrat anterior ca cele mai importante caracteristici ingineresti ale otelurilor tratate termic sunt dependente in principal de microstructura si nu de duritate. Proportia de martensita din microstructura poate fi estimata pornindu-se de la valorile duritatii si cunoscand concentratia in carbon, dar in anumite cazuri acuratetea acestor corelatii este foarte scazuta. Acest lucru este ilustrat in figura 6.13. Valori de duritate de peste 60HRC cu 0,83 si 0,97 C sunt considerate in general ca fiind corespunzatoare unei microstructuri de 100 martensita. Totusi in exemplul aratat pentru otelul 20MoCrNi06, pe curba de 0,97 C, inceputul de formare a bainitei, DFB, (DFB este distanta Jominy de formare a 1 bainita) se situeaza la o distanta Jominy de circa 10mm; pe curba de calibilitate de 0,83 C DFB=15mm. In consecinta, produsele nedorite de transformare pot apare si la duritati de circa 65HRC.
|
Figura 6. 13 Capabilitatea microstructurala a unui otel aliat pentru carburare (0,17 C; 0,70 Mn; 0,19 Si; 0,53 Cr; 0,41 Ni; 0,17 Mo; 0,18 Cu). |
Relatiile de calcul a DFB pentru doua metode de tratament sunt urmatoarele:
Carburare la 930 C, preracire in cuptor la 820 C si calire directa:
DFB=25,4 Si-0,448 Mn+0,319 Ni-0,813 Cr+
Mo-0,107 B-12,804 S-56,414 P), mm
Carburare la 930 C, racire in cuptor la temperatura ambianta, reincalzire la 820 C, calire:
DFB=25,4 Mn-0,494 Si+0,586 Ni+0,583 Cr-2,094 Mo+
B-1,343 S+2,789 P), mm
Calculul valorilor DFB permite selectia marcii de otel in modul urmator: se considera o roata dintata de modul m=5 si sectiune in forma de T care va fi calita direct dupa carburare. Din figura 6.10.a rezulta ca viteza de racire in zona de racordare a bazei dintelui calit in ulei agitat corespunde distantei Jominy de 6,3mm. Analizand valorile calculate ale DFB se va constata ca otelul cu cel mai scazut cost avand DFB minima de 6,3mm este 15Cr9.
|
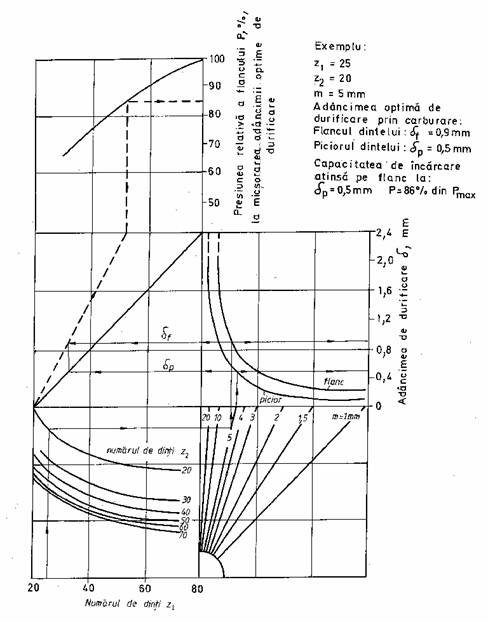
Figura 6. 14 Determinarea adancimii optime a stratului durificat prin carburare - calire - revenire joasa. |
Alaturi de microstructura, un rol deosebit il are adancimea stratului durificat prin carburare urmata de calire si revenire joasa. Cu ajutorul nomogramei din figura 6.14 se poate determina adancimea optima a acestuia.
Fiecare 0,1mm strat carburat costa energie si timp consumat. Din exemplul considerat in aceasta figura rezulta ca adancimea de strat poate fi micsorata de la 0,9mm la 0,5mm, daca vom fi multumiti cu 86 din rezistenta maxima la presiune de contact posibila de atins. Durata de carburare la 920 C ar putea fi astfel redusa la circa 60 din cea initiala.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |