Perioada de practica (1-19 iulie) aferenta anului III, Informatica Economica am executat-o la C.S. ISPAT-SIDEX S.A., sectia Aglomerare 1 din cadrul Uzinei Aglomerare- Furnale, in sectorul Corp principal- fluxuri de producere a sinterului feros (a aglomeratului). Acesta este de fapt locul meu de munca, de aceea consider nepotrivita descrierea activitatii mele in fiecare zi din aceasta perioada. Functia mea este cea de dispecer, iar in continuare voi descrie sistemul informatic pe care il exploatez, si care realizeaza automatizarea Benzii de aglomerare nr. 3- H3. Acest flux tehnologic nu este singurul automatizat, existand inca un sistem informatic ce realizeaza automatizarea Benzii de aglomerare nr. 4, pe care de asemenea il utilizez, insa il voi descrie doar pe cel aferent fluxului tehnologic H3, deoarece cele doua sunt aproape identice.
Voi incepe cu descrierea fluxului propriu-zis, a utilajelor ce intra in componenta lui si a functiilor lor pentru flux. Utilajele sunt urmatoarele:
BS3- buncar de sarja- este un buncar cu o capacitate de 300 t in forma de cilindru, cu treimea de la baza in forma de con;
DS3- dozator de sarja- banda transportoare ce extrage material din BS3, ce poate fi programat sa extraga o anumita cantitate in unitatea de timp (t/h);
T15c- transportor cu banda (banda transportoare);
TAS3- toba de amestec secundara- un cilindru cu diametrul de 5 m, ce este actionat de un grup de actionare format din motor electric si reductor- realizeaza umectarea si micropeletizarea sarjei;
T18c- transportor cu banda;
OS3- banda oscilanta- banda mobila cu o translatie de 90
BS- buncar mic de sarja- capacitate 2 t, forma de paralelipiped dreptunghic;
TS3- tambur de sarja- un cilindru cu diametru de 1,2 m, asezat transversal sub BS, care la o anumita turatie incarca masina de aglomerare cu un strat uniform de sarja;
MA3- masina de aglomerare- banda rulanta formata din carucioare metalice, prevazute la baza cu gratare ce permit circulatia gazelor si a aerului. Lungime: 50m, latime: 5 m;
F3- focar- instalatie de aprindere a stratului de sarja cu ajutorul gazului metan, la 1200 C;
CA3- concasor de aglomerat- dispozitiv cu valturi ce sfarama aglomeratul la o granulatie mai mica sau egala de 250mm;
AV3.1, CC3.2, AV3.3- alimentatoare vibrante- ciururi "oarbe" ce uniformizeaza aglomeratul;
PR3- palnie racitor- dispozitiv asemanator cu BS, insa mai inalt, ce incarca strat uniform de aglomerat pe racitor;
RL3- racitor liniar- banda rulanta, asemanatoare cu masina de aglomerare, insa mai ingusta, ce realizeaza racirea aglomeratului la o temperatura de 100-150 C. Aceasta racire se realizeaza cu ventilatoarele cu care este dotat racitorul (VR3.1, VR3.2, VR3.3, VR3.4, VR3.5, VR3.6) ce insufla aer de jos in sus prin stratul de aglomerat, carucioarele racitorului fiind de asemenea prevazute cu gratare la baza;
T22c- Transportor cu banda;
T101, T122- Transportoare cu banda;
CR3.1- ciurul la rece 1- ciur vibrant prevazut cu o sita cu ochiuri cu diametrul de 25mm;
T124- Transportor cu banda;
CR3.2- ciurul la rece 2- acesta este prevazut cu doua site: una cu ochiuri cu diametrul de 10mm, superioara, si una inferioara cu ochiuri cu diametrul de 6mm;
T125- Transportor cu banda cu lungime reglabila automat, ce poate deversa fie pe T116, T117 sau pe T28;
T116, T117, T28- benzi transportoare- reprezinta inceputul fluxului de expediere a aglomeratului spre furnalul 2, 4 sau 5.
Acestea sunt utilajele ce alcatuiesc fluxul de aglomerare. Pe langa acesta, mai avem un flux secundar, ce participa la procesul de aglomerare si anume fluxul de "pat", alcatuit din urmatoarele utilaje:
BP3- capacitate si caracteristici ca la BS3;
T17c- transportor cu banda;
BP- buncarul mic de pat, identic cu BS.
In buncarul de sarja se introduce incarcatura, sarja, formata dintr-un amestec de minereu de fer, calcar, cocs si retur de aglomerat toate avand o granulatie intre 0-3 mm, mai putin returul de aglomerat care are 0-6 mm.
Alimentarea se face pe un flux separat, alcatuit din patru benzi transportoare si o toba de amestec primara (TAP) identica cu TAS3, ce transporta sarja de la sectorul Dozare in sectorul Corp principal si apoi in BS3. In Dozare se prepara efectiv sarja, in proportii stabilite de reteta ce se utilizeaza, prin intermediul unor buncare asemanatoare cu BS3 care la fel, la baza au dozatoare care sunt programate sa extraga un anumit numar de tone/ora.
In functie de viteza masinii de aglomerare si a nivelului din BS se regleaza debitul lui DS3. DS3 deverseaza pe T15c prin intermediul unei palnii metalice iar aceasta, mai departe, in TAS3. In toba de amestec secundar sarja este umectata cu o anumita umiditate si micropeletizata prin miscarea de rotatie a tobei. TAS-ul deverseaza pe T18c iar aceasta mai departe pe OS3. Banda oscilanta oscileaza pe toata latimea buncarului mic de sarja, asezand un strat uniform de omogenizat umed.
Tamburul extractor, aflat transversal sub BS se invarte cu o anumita viteza si aseaza pe masina de aglomerare un strat uniform. Viteza dozatorului de sarja, nivelul din BS, viteza tamburului de sarja si viteza masinii de aglomerare sunt corelate de catre calculatoarele din sistem prin anumite bucle de program si formule complexe de determinare a vitezei, in functie de anumite valori impuse de catre dispecer, cel care dirijeaza tot acest flux.
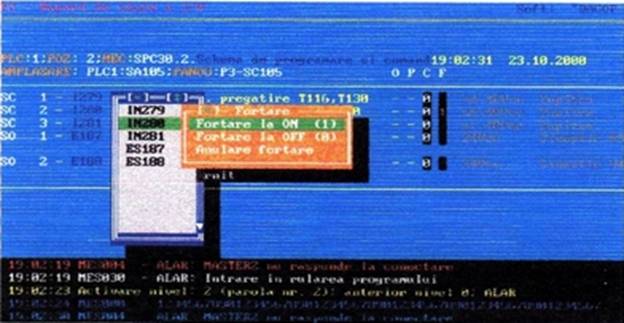
Impunerile ce se pot modifica in timpul functionarii sunt prezentate in figura urmatoare:
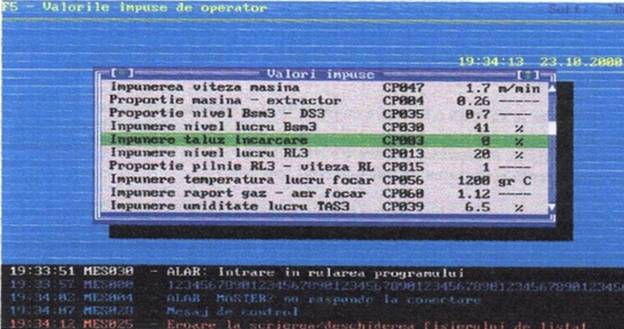
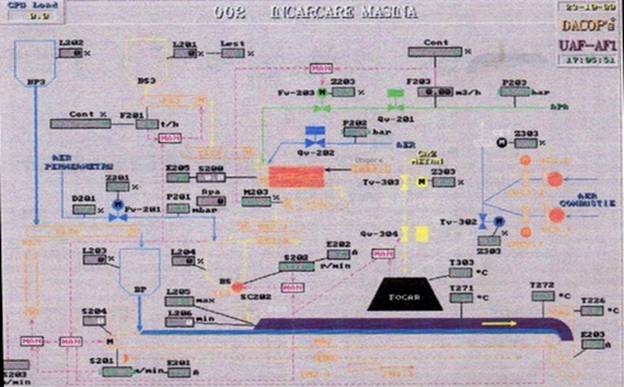
Inainte ca sarja sa fie asezata pe masina, in prealabil este asezat un strat protector de "pat", direct pe gratarele carucioarelor. Aceasta se realizeaza prin pozitionarea lui BS dupa BP, in sensul de mers a masinii. "Patul" este de fapt aglomerat(sinter feros) cu granulatie intre 6-10 mm.
Masina astfel incarcata, are montat in partea superioara un focar (F3) ce realizeaza amorsarea (aprinderea) stratului de sarja. Combustibilul este format din gaz metan si aer insuflate in sistemul de ardere cu o anumita presiune, raportul aer/gaz fiind de 1/10. O data aprins stratul, arderea este intretinuta de cocsul existent si de circulatia aerului de sus in jos prin strat, aceasta circulatie fiind asigurata de catre exhaustor (EXH3) ce aspira aerul printr-un sistem de conducte si camere de vacuum de grosimi diferite (de la 1 la 3 m diametru).
Calcarul din sarja produce anumite reactii chimice de reducere a oxizilor, aglomeratul rezultand cu un continut de Fe de 51-55%.
MA3 are o forma elipsoidala, ea rotindu-se intr-un singur sens, carucioarele avand role metalice ce merg pe niste sine, la fiecare din cele doua capete ale masinii ele fiind rasturnate cu 180 . La capul de intoarcere se afla concasorul de aglomerat.
CA3 este alcatuit din niste bare metalice cu distanta intre ele de 250 mm, ce alcatuiesc un fel de "cusca". Printre aceste bare trec dintii concasorului aflati pe un ax, asezati in patru randuri si care sfarama bucatile de aglomerat la o granulatie mai mica sau egala cu 250 mm. De aici, aglomeratul astfel sfaramat este deversat , pe rand, pe fiecare din cele trei alimentatoare vibrante (AV3.1, CC3.2, AV3.3) asezate pe un sistem de arcuri ce faciliteaza oscilatia lor (vibratia), scopul fiind rotunjirea bucatilor de sinter feros.
De pe AV3.3, materialul ajunge in palnia racitorului(PR3). In functie de nivelul din aceasta palnie se modifica viteza racitorului, pentru nu a ramane portiuni goale pe acesta(ex: la un nivel ridicat in palnie- viteza mare la racitor, la un nivel de 5%- viteza 0 a racitorului). De nivelul din aceasta palnie si nu numai (BS, BP, BS3, BP3) depinde si functionarea tuturor utilajelor din amonte pe fluxul tehnologic (la un nivel de 85% utilajele din amonte de buncarul respectiv se vor opri prin interblocaj).
Dupa cum spuneam mai inainte, racitorul liniar raceste aglomeratul de al 450-500 C la 100-150 C, prin intermediul ventilatoarelor. Functionarea normala este cu patru ventilatoare. De la capul de intoarcere a racitorului unde este deversat aglomeratul racit, acesta este transportat prin intermediul benzilor T101 si T122 in primul ciur la rece (CR3.1). De aici incepe statia de sortare a aglomeratului.
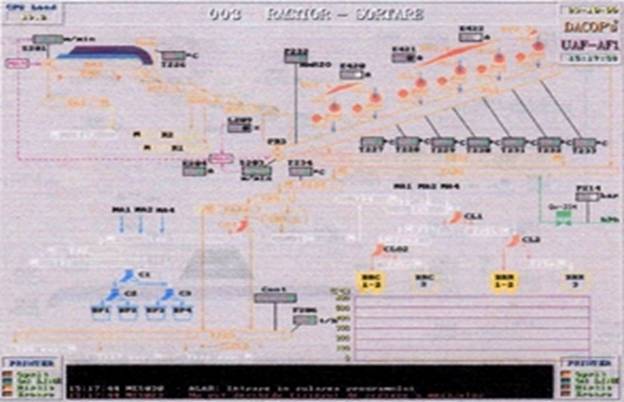
Sinterul feros cu granulatie mai mare de 25 mm este deversat pe T124 si apoi pe T125. Cel cu granulatie mai mica de 25 mm este trimis in al doilea ciur la rece (CR3.2). Prima sita separa aglomeratul cu granulatie intre 10-25 mm, acesta fiind deversat direct pe T125. Sinterul cu granulatie mai mica de 10 mm cade pe a doua sita (inferioara). Granulatia de 6-10 mm poate fi dirijata printr-un sistem de clapete si palnii fie pe T125, fie pe fluxul de alimentare cu pat, format din benzile transportoare T31,T32 si T33. T33 deverseaza in BP3.
Aglomeratul care ramane cu granulatia sub 6mm este deversat pe fluxul de retur de aglomerat format din benzile transportoare T30, T34, T35. T35 deverseaza intr-un buncar de retur (BR), aflat in sectorul Dozare, prevazut cu un dozator ce dozeaza o anumita cantitate, fiind programat conform retetei.
Revenind putin la sectorul Dozare, sa precizam ca toate dozatoarele cu care se functioneaza deverseaza pe prima banda din fluxul de alimentare cu sarja, apoi toata incarcatura (minereu de Fe, calcar, cocs, retur aglomerat) este amestecata prima data si totodata umectata in TAP, dupa care materialul astfel prelucrat este expediat in BS3 prin intermediul a celorlalte trei benzi transportoare din fluxul de alimentare cu sarja. Aceasta este, in mare, prezentarea procesului de aglomerare.
Aparatura si dispozitivele de comanda, masurare si control sunt foarte diversificate si sofisticate si dau aici cateva exemple: umidometre cu laser, cantare electronice, tagogeneratoare (stabilesc viteza unui dozator in functie de cantitatea ce trebuie dozata: aria sectiunii * viteza * greutatea specifica), sesizori de miscare electronici, pirometre cu infrarosu sau pe baza de intensitate luminoasa, termocuple (traductori de temperatura), traductori de presiune, de depresiune, etc.
Prin intermediul tuturor acestor dispozitive sistemul de calcul isi aduna datele necesare pentru comandarea optima a fluxului tehnologic. Toate aceste echipamente fac imperios necesara existenta unei bune colaborari si intelegeri intre personalul de intretinere a acestor echipamente si personalul de exploatare a lor.
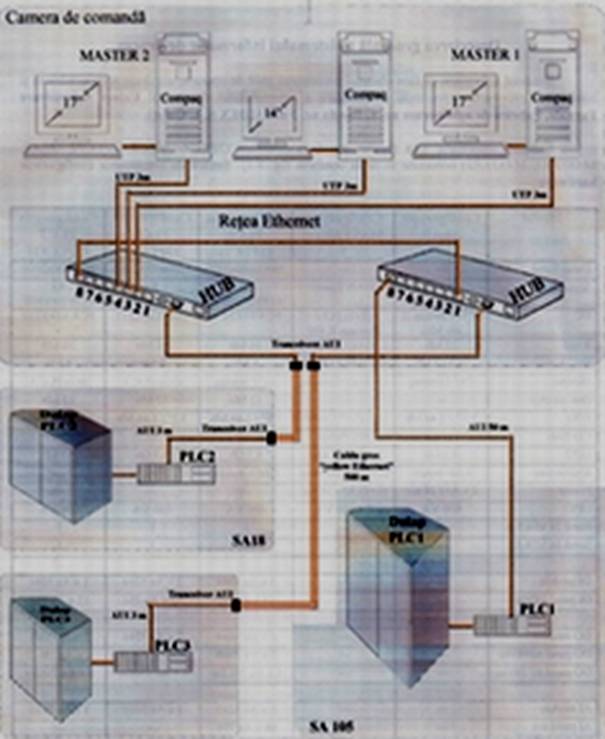
Sistemul informatic al Benzii de aglomerare nr. 3-H3 este alcatuit din 6 calculatoare intitulate astfel: 3PLC1, 3PLC2, 3PLC3, ALAR, MASTER1 si MASTER2. In tabelul urmator voi prezenta configuratia hardware la nivel de PC:
Dispozitiv hardware |
ALAR |
MASTER 1 SI 2 |
PLC1 |
PLC2 |
PLC3 |
|
Dulap Rittal | |||||
|
Sertar PLC |
Tower |
Tower(1+1) |
Ax 6158/20/350W |
Ax 6158/20/350W |
Ax 6158/20/350W |
|
UC |
PCI/Pentium II 300 MHz |
PCI/Pentium II 400 |
PCA6147/233 |
PCA6147/233 |
PCA6147/233 |
|
RAM |
32 Mb |
32 Mb |
16 Mb |
16 Mb |
16 Mb |
|
SVGA |
PCI/8Mb |
PCI/8Mb |
8Mb |
8Mb |
8Mb |
|
Monitor |
15"Compaq |
17"Compaq |
14"Compaq |
De la PLC1 |
De la PLC1 |
|
Disk on chip |
12Mb |
12Mb |
12Mb |
||
|
FDD |
3.5"/1.44Mb |
3.5"/1.44Mb |
3.5"/1.44Mb |
3.5"/1.44Mb |
3.5"/1.44Mb |
|
CD-Rom |
40X Philips | ||||
|
HDD |
4.3Gb |
4.3Gb |
4.3Gb |
4.3Gb |
4.3Gb |
|
Kbd+mouse |
Da |
Da |
Da | ||
|
Printer |
EpsonA4/24ace |
EpsonA4/24ace |
La aceasta configuratie se adauga elementele de retea necesare pentru comunicarea intre calculatoare:
|
Nr.crt. |
Denumire |
Destinatie |
Buc. |
|
Placa de retea, PCI bus, AUI/UTP/BNC, AT-20PNP |
ALAR, MASTER1, MASTER2 | ||
|
Placa de retea, PCI bus, AUI/UTP/BNC, AT-20PNP |
PLC1, PLC2, PLC3 | ||
|
Transceiver Thickcoax/AUI ATI CentreCom 206 |
Cablu gros PLC2, PLC3 | ||
|
Hub AT-MR820TR, Multiport 10 Base-T, 8RJ45, 1 AUI, 1 BNC |
Camera de comanda | ||
|
Cablu UTP, 100W, lungime 200 m | |||
|
Cablu coaxial gros, 50W, 2*50 m |
Pentru a preintampina fluctuatiile si caderile accidentale ale tensiunii de alimentare calculatoarele ce formeaza sistemul sunt alimentate prin intermediul a sase surse neintreruptibile (UPS) de 600 VA.
In cazul functionarii normale calculatoarele de proces PLC1, PLC2, PLC3 (montate in dulapuri industriale inchise) nu au conectate nici tastatura nici display, ele functionand asemenea unor automate programabile. Celelalte trei calculatoare , ALAR, MASTER1 si MASTER2 sunt PC-uri "miditower" tip Compaq. PLC1 comunica cu PLC2 prin intrari/iesiri numerice, starea unor memorii/conditii necesare programului tehnologic secvential ce se executa in calculatorul PLC2. De fapt, cele trei PLC-uri sunt calculatoarele care comanda efectiv fluxurile tehnologice, ele fiind impartite astfel:
PLC1- comanda utilajele incepand de la BS3 pana la AV3.1, CC3.2, AV3.3, plus fluxul de alimentare cu pat si fluxul de retur de aglomerat;
PLC2- comanda de la PR3 pana la T125, deci restul fluxului;
PLC3- comanda exhaustorul (EXH3), precum si instalatia de epurare si desprafuire (electrofiltrele 1 si 2- EE3.1, EE3.2 si exhaustorul de desprafuire- EDF3).
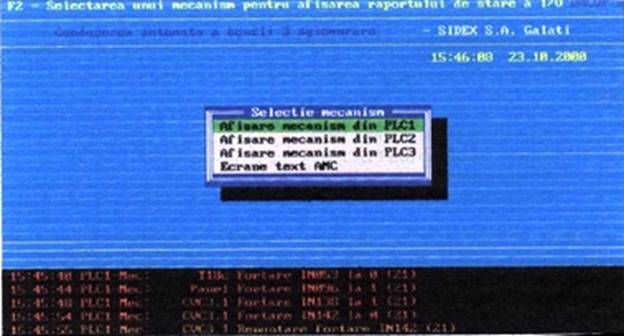
Datele achizitionate din proces sunt prelucrate in PLC1, PLC2 si PLC3 si apoi transmise prin intermediul retelei catre calculatorul central al sistemului ALAR (deoarece pe acesta se tiparesc toate mesajele de alarma, de avarie sau de informare din sistem). La randul sau, calculatorul ALAR efectueaza o serie de prelucrari asupra informatiilor primite (stabilirea starilor mecanismelor) si apoi le transmite calculatoarelor MASTER1 si MASTER2.
In ceea ce priveste stocarea fisierelor aplicatiei pe calculatoarele sistemului, voi specifica doar fisierele stocate in PLC1, ALAR, MASTER1 si MASTER2, deoarece doar ele sunt implicate in subsistemul pe care-l voi analiza. Astfel, PLC1 are urmatoarele fisiere:
makeplc1.bat es_1.dat rtkth.lib bar1.ini flux4.ini
modplc1.bat fort.dat progplc.lst bar2.ini flux5.ini
ap.exe ia_1.dat apd.obj bar3.ini linie1.ini
boot.exe is_1.dat citprel.obj bar4.ini linie2.ini
cfgb3_1.exe ma_1.dat citpria.obj bar5.ini linie3.ini
initplc1.exe ma_4.dat cpuload.obj bar6.ini linie4.ini
plc1.exe mec_1.dat plc1.obj bar7.ini master.ini
test5244.exe mes.dat prelafis.obj br1.ini progalar.txt
tpcl.exe pd_1.dat progplc1.obj br2.ini progplc2.txt
progplc.c ti_1.dat progamc1.obj br3.ini progamc2.txt
plc1.cfg tm_1.dat receiver.obj br4.ini progplc3.txt
denmem_1.dat var_c_1.dat sender.obj flux1.ini progamc3.txt
ea_1.dat plc.h plc1.prj flux2.ini
ecring.dat rtksth.lib progplc1.txt flux3.ini
Aplicatiile de configurare a ecranelor text si protocoalelor, impreuna cu fisierele in care sunt salvate machetele de ecrane si protocoale, se afla pe discurile tuturor calculatoarelor.
Mesajele care apar in sistem sunt inregistrate pe hard-disk-urile calculatoarelor de la nivelul superior, atat pe ALAR cat si pe MASTERE. Aici este deschis pentru fiecare zi calendaristica cate un fisier de inregistrare a mesajelor; fisierul are numele format din data curenta (de exemplu fisierul cu numele 15-12-00 contine toate mesajele emise de calculatorul respectiv in ziua de 15 decembrie 2000, evident cit timp a functionat). Pe masura ce sunt generate in timpul functionarii, ele sunt in acelasi timp tiparite la imprimantele din dotare, evident daca acestea sunt pregatite. Mesajele mai pot fi vizualizate cu orice editor de texte. Pentru a nu incarca discul sistemului, fisierele mai vechi de o luna sunt automat sterse de pe disc.
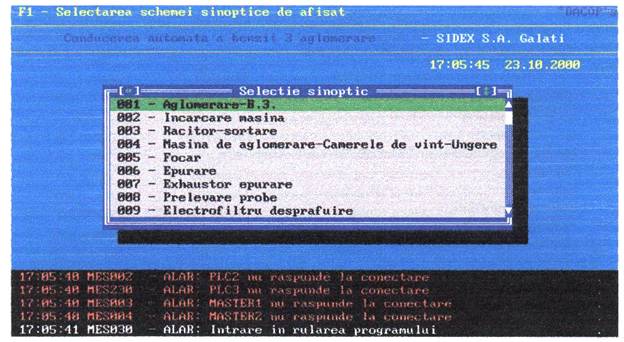
In timp real operatorul are acces la ecranele programului cu ajutorul tastelor functionale F1..F12. Fiecare dintre cele 12 taste are ca efect modificarea ecranului curent, cu observatia ca in absolut toate ecranele pe randurile de jos apar afisate ultimele 5 mesaje generate de sistem.
Functiile de timp real asociate tastelor functionale sunt:
Tasta F2- functia 1

Stabilirea si retragerea nivelului curent de parolare;
Modificarea parolelor sistemului;
Modificarea datei si orei curente;
Pe langa functiile de timp real functionarea sistemului implica si o serie de functii de configurare; acestea sunt:
Configurarea bazei de date;
Configurarea ecranelor text;
Configurarea protocoalelor;
Configurarea si asocierea desenelor grafice cu baza de date;
Configurarea programului tehnologic de interblocari.
De la inceput trebuie mentionat ca viteza masinii de aglomerare depinde de urmatorii parametri:
Prin corelarea a toate aceste date, calculatorul PLC1 modifica viteza masinii, ii transmite calculatorului ALAR, acesta modificand toti parametri ce depind de masina de aglomerare, si apoi ALAR-ul transmite modificarile mai departe catre MASTER1 si MASTER2(cu afisarea mesajelor corespunzatoare) si de asemenea, spre PLC2 si PLC3.
Diagrama de situatie(usecase diagram)
 Operator
Operator
MA <<include>>
BP
<<include>>
BS
Focar
Diagrama claselor (class diagram)
MA MnemonicaMA:string; Viteza:float; Calculviteza():float;
![]() Stabilire impunere 1 1 Stabilire pondere pat
Stabilire impunere 1 1 Stabilire pondere pat

![]() 1..* 1 1 1..*
1..* 1 1 1..*
Stabilire pondere sarja Stabilire pondere focar
1..* 1..*
Diagrama de stare (statechart diagram)
Diagrama de activitati (activity diagram
|
OPERATOR |
BP |
BS |
MA |
FOCAR |
|
/modificare impunere /verif val introdusa val OK val respinsa |
/citire nivel BP /resetare intrare analogica IBP /preluare parametru /preluare parametru |
/citire nivel BS /resetare intrare analogica IBS /preluare parametru |
/citire temp focar /resetare intrare analogica IF /preluare parametru |
Diagrama de inlantuire (sequence diagram)
4:citirenivs()
2: citirenivpat()
varp:=returncitestenivpat 6:citiretemp()
vars:=returncitirenivs
varf:=returncitiretemp
3:calculponderepat(varp)
5:calculponderesarja(vars) 7:calculponderefocar(varf)
[0<valoare impunere<3]:introdvalimpus a()
Diagrama de colaborare (collaboration diagram)
1:citirenivpat()
varp:=returncitirenivpat
7:calcponderepat(varp) 2:citirenivs()
vars:=returncitirenivs
3:citiretemp()
6:calcponderesarja()
varf:=returncitiretemp
5:calcponderefocar(varf)
4:[0<valoare impusa<3]:introdvalimpusa()
Diagrama componentelor (component diagram)
Stabilire viteza:header Stabilire viteza:compilator
(*.h) (*.bat)
![]()
 Stabilire viteza:sursa C
Stabilire viteza:sursa C
(*.c)
![]()
Stabilire viteza:obiect Stabilire viteza:proiect
(*.obj) (*.prj)
Stabilire viteza:biblioteci Stabilire viteza:configura-
tor
(*.lib) (*.cfg)
![]()
![]()
Stabilire viteza:executabil Stabilire viteza:baza de
date
(*.exe) (*.dat)
Stabilire viteza:fisiere text Stabilire viteza:modificari
in baza de date
(*.txt) (*.txt)
Stabilire viteza:liste de
incarcare
(*.ini)
Diagrama de configuratie (deployment diagram)
Nota: in cadrul componentelor din aceasta diagrama, de obicei apare diagrama componentelor, cu dependentele aferente.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |