
STRUNJIREA PE MASINI UNELTE CU COMANDA NUMERICA
Miscarile necesare prelucrarii prin strunjire
Generalitati
Strunjirea (fig. 1) este procedeul de prelucrare prin aschiere, care se realizeaza prin combinarea miscarii principale de rotatie, executata de regula de semifabricat, cu miscarea de avans - rectilinie - executata de scula.
 Cele doua
miscari se desfasoara simultan, miscarea de
aschiere pentru un punct de pe taisul sculei, fiind o miscare elicoidala sau spirala, dupa
cum miscarea de avans are loc in lungul axei semifabricatului sau este
perpendiculara pe aceasta.
Cele doua
miscari se desfasoara simultan, miscarea de
aschiere pentru un punct de pe taisul sculei, fiind o miscare elicoidala sau spirala, dupa
cum miscarea de avans are loc in lungul axei semifabricatului sau este
perpendiculara pe aceasta.
Operatia de strunjire se desfasoara, ca si rabotarea si mortezarea, cu scule cu o singura muchie aschiietoare principala, procesul de aschiere desfasurandu-se continuu. Pe strungurile echipate cu dispozitive adecvate se pot realiza si miscari de avans curbilinii, lucru ce conduce la largirea considerabila a posibilitatilor tehnologice ale acestor masini.
Prin strunjire se pot obtine suprafete plane, de rotatie, elicoidale, spirale, elicoide spirale sau chiar suprafete poligonale. Pe langa aceasta procedeul de prelucrare este concretizat si printr-o mare productivitate, ceea ce a facut ca procedeul sa capete o larga raspandire. Mai mult, precizia de prelucrare este suficient de ridicata, astfel incat, pentru multe situatii strunjirea poate constitui operatia finala de prelucrare.
Sculele de strunjit sunt in general scule simple, cu o geometrie usor de realizat. si, in consecinta, usor de exploatat.
Generarea suprafetelor prin strunjire
Cazul cel mai obisnuit de generare a suprafetelor prin strunjire este acela in care, directoarea, circulara sau elicoidala, este obtinuta pe cale cinematica, ca traiectorie a unui punct. In cazuri deosebite, cu echipamente speciale, directoarea poate capata si alte forme. in conditiile in care aceasta este o directoare programata.
Generatoarea, la prelucrarea prin strunjire, poate fi realizata prin toate procedeele cunoscute: ca traiectorie a unui punct, ca infasuratoare a unei curbe materializate, prin materializare de catre muchia de aschiere a sculei sau ca generatoare programata.
a) Generarea suprafetelor prin metoda
generatoarei materializate.
In figurile 2 si 3 se prezinta exemple de generare a suprafetelor prin strunjire prin metoda generatoarei materializate, la prelucrarea cu scule disc profilate a suprafetelor de revolutie, figura 2 si a suprafetei plane P, figura 3, la prelucrarea cu cutite laterale.
In figura 4, este prezentat
procedeul de generare a suprafetelor conice prin strunjire cu scule avand
materializate, prin muchia aschietoare, generatoarea suprafetei
prelucrate. In aceste figuri s-a  convenit a nota cu G planul generatoarei G.
convenit a nota cu G planul generatoarei G.
Prelucrarea prin acest procedeu a unor suprafete de revolutie complexe, impune realizarea unor scule profilate complicate si, in consecinta, greu de realizat. De asemenea, o latime prea mare a taisului sculei (o lungime mare a generatoarei) poate conduce la aparitia vibratiilor sistemului tehnologic.
Metoda are aplicatie la fabricatia de serie mare sau de masa, ca de exemplu, la strunjirea cailor de rulare ale inelelor rulmentilor.
b) Generarea suprafetelor prin metoda generatoarei cinematice.
In cazul generarii suprafetelor a carei generatoare nu poate fi obtinuta prin materializare, se utilizeaza metode de realizare a traiectoriei generatoare pe cale cinematica
Generatoare cinematica ca traiectorie a unui punct.
Figurile 1 si 5 prezinta, spre exemplificare, la
prelucrarea prin strunjire, generarea suprafetelor cilindrice si
respectiv conice in conditiile in care generatoarea se realizeaza ca
traiectorie a varfului sculei - punctul M. Realizarea suprafetei conice,
conform figurii, se face utilizand sania portcutit a strungului.
Utilizarea unor dispozitive speciale permite generarea prin aceeasi metoda si a suprafetelor sferice (fig. 6). Traiectoria varfului sculei (miscarea de avans) este circulara - o rotatie in jurul unei axe verticale, perpendiculare pe axa de rotatie a semifabricatului in punctul T0 al acesteia. Directoarea, in toate situatiile, de forma circulara, se realizeaza pe cale cinematica.
Generatoare cinematica ca infasuratoare a unei curbe materializate.
Realizarea generatoarei in forma
infasuratoarei unei curbe materializate, se intalneste la
strunjirea cu cutite rotative, figura 7, la care, generatoarea
suprafetei prelucrate, in figura un arbore profilat, se obtine
ca infasuratoare a pozitiilor succesive ale muchiei
aschietoare a sculei in miscarea relativa intre scula
si semifabricat.
In procesul generarii, se defineste pentru scula un cerc, numit cerc de rulare al semifabricatului, corespunzator sectiunii axiale a acestuia (sectiunea axiala a semifabricatului corespunde planului generatoarei G In acest fel, miscarile I si II ale cutitului rotativ vor fi in asa fel corelate incat cercul de raza Rr sa ruleze fara alunecare pe dreapta de rulare definita in sectiunea axiala a semifabricatului. Miscarea de rotatie a semifabricatului in jurul axei proprii, miscarea III, se stabileste din considerente de ordin tehnologic ca miscare principala.
c. Generarea suprafetelor prin metoda generatoarei programate.
Prelucrarea suprafetelor de revolutie, cu exceptia celor cilindrice, avand generatoare de lungime mare, uneori de forme complicate, impune utilizarea programarii ca procedeu de realizare a generatoarei.
In figurile 8 si 9 sunt prezentate doua exemple de utilizare a generatoarei programate la strunjirea unei suprafete conice si a unei suprafete de revolutie profilate.
La prelucrarea
suprafetelor conice, portprogramul il constituie linealul de strunjit
conic 1 (fig. 8), pe care se deplaseaza culisa 2, ghidata fiind pe un
ghidaj in coada de randunica. De culisa 2 este solidarizata,
prin strangerea cu maneta
Linealul 1 este solidarizat pe batiul strungului prin placa 6, tija 7 si piesa 8. pentru ca miscarea impusa de lineal si culisa sa poata sa fie executata de sania transversala este necesara decuplarea surubului de avans transversal II, prin desfacerea legaturii piulitei 12, de sania transversala
Programarea unei anumite inclinari a generatoarei G se face prin inclinarea linealului pe placa 6, cu acelasi unghi cu unghiul generatoarei dorite.
In acest fel, la miscarea de avans longitudinal cu viteza VsL a caruciorului 10 al strungului se obtine si o miscare transversala, fie VsT viteza acesteia.
Raportul ![]() este o marime constanta, egala
cu tangenta unghiului a
este o marime constanta, egala
cu tangenta unghiului a
Din insumarea celor doua viteze de avans, longitudinala si transversala, rezulta viteza de avans in lungul generatoarei.
In mod similar, figura 8, daca in locul linealului se monteaza un sablon 1 pe care calca rola pupatoare 2, contactul intre rola (solidarizata ca mai sus de sania transversala eliberata la randul ei de surubul propriu de avans) si sablon se realizeaza sub actiunea greutatii 3, prin intermediul cablului 4 si a rolei de deviere 5, atunci, simultan cu miscarea de avans longitudinal, efectuata de caruciorul strungului, sablonul va determina o miscare transversala cu o viteza variabila a saniei transversale. Este evident, in acest caz, viteza de parcurgere a generatoarei este variabila ca directie si marime.
Realizarea directoarelor cinematice necirculare.
Obtinerea prin strunjire a unor suprafete elicoidale sau spirale, impune realizarea unor traiectorii directoare complexe: elice sau spirala. Cinematica strungurilor, prin combinatiile de miscari pe care le poate realiza, permite obtinerea si a acestor tipuri de directoare.
1. Directoare elicoidale.
Se utilizeaza curent ca directoare cinematice elicoidale elicea cilindrica si elicea conica. In marea; majoritate a cazurilor practice, pasul celor doua curbe este constant. In figura 10 este prezentata schema cinematica de principiu pentru realizarea directoarei elicoidale cilindrice. Miscarea de rotatie a semifabricatului, nas este corelata cu miscarea de deplasare axiala cu viteza vA a varfului sculei, punctul M, astfel incat acesta descrie o elice cilindrica de pas constant, pE. In acest fel, viteza reala de aschiere va fi tangenta la elicea cilindrului de raza corespunzatoare punctului M. Se face observatia ca, se pot realiza directoare elicoidale atat stanga cat si dreapta.
Realizarea unei
directoare elicoidale stinga presupune schimbarea sensului vitezei axiale,
VA (fig. 10), prin inversorul /.
In figura 11 este
prezentata schema cinematica de principiu pentru generarea
suprafetelor elicoidale conice (filetelor conice) utilizand linealul
prezentat anterior (vezi fig. 8).
Traiectoria punctului M - varful sculei - este, in acest caz, o elice conica de pas axial constant. Viteza reala de aschiere va fi tangenta la elicea corespunzatoare punctului M, cu observatia ca unghiul h) este acum variabil, in functie de pozitia punctului M pe elice.
2. Directoare spirale.
Realizarea suprafetelor de
asezare ale frezelor profilate detaIonate, prelucrarea filetelor
plane impun realizarea la strunjire a
unor directoare spirale. In figura 12 este prezentat principial modul de
generare a suprafetei de asezare a frezelor disc profilate, cu scopul
asigurarii unui unghi de ,asezare de o anumita valoare si
dupa reascutirea pe fata de degajare, a dintilor sculei.
Directoarea suprafetei de asezare este de regula o spirala arhimedica. Realizarea unei astfel ele forme a directoarei impune corelarea miscarii de rotatie a semifabricatului I si a celei de translatie II, executata de cutitul profilat, astfel incat un punct oarecare al muchiei aschietoare sa descrie o spirala arhimedica.
e. Directoare programata.
Prelucrarea prin strunjire a unor piese, avand in sectiunea transversala un profil necircular de tipul camelor, arborilor poligonali etc. necesita utilizarea unor directoare diferite de forma circulara, directoare care se pot realiza prin programare.
In figura 13 este prezentat modul de realizare a unor suprafete necirculare prin metoda directoarei programate.
Semifabricatul 1
este fixat pe masina prin intermediul universalului 9. Pe
sania transversala a caruciorului, eliberata de surubul
sau conducator, se monteaza suportul 5 ai rolei
palpatoare 6. Rola palpatoare 6 ia contact cu cama 7 care, prin
intermediul rotii dintate 8, se roteste sincron cu
arborele principal al masinii (pe axul principal al strungului se
gaseste montata o roata dintata cu acelasi
numar de dinti cu ai rotii 8). Apasarea rolei
palpatoare 6 pe cama 7 se face sub actiunea a doua resoarte 3, solidarizate
de sania transversala si a tijelor prelungitoare 4, fixate la
randul lor pe caruciorul strungului. Miscarea de avans este
realizata de caruciorul strungului, varful cutitului 2 descriind
generatoarea suprafetei prelucrate.
Aceasta metoda de generare a suprafetelor cu directoare necirculara asigura o buna productivitate a operatiei, desi, conditiile de lucru ale sculei nu sunt tocmai cele mai corespunzatoare, geometria functionala a sculei modificandu-se, in functie de pozitia punctului de pe directoare.
In concluzie miscarile necesare la generarea suprafetelor pe strungul normal sunt urmatoarele:
Miscarea principala de aschiere (miscarea principala; viteza de aschiere) care se calculeaza astfel:
![]() m/min, unde:
m/min, unde:
p -
D - este diametrul piesei in mm;
n - turatia piesei, in rot/min.
Se imparte numaratorul la 1000 deoarece viteza trebuie obtinuta in m/min (pentru o exprimare simpla), iar diametrul piesei este exprimata in mm.
Miscarea de avans, sa, (viteza de avans), in cazul strunjirii masurandu-se in mm/rot, adica cu cat se deplaseaza cutitul de strung (longitudinal sau transversal) la o singura rotatie a piesei.
Adancimea de aschiere, t, masurata in mm, este distanta masurata pe o perpendiculara pe suprafata aschiata, si reprezinta distanta dintre suprafata de aschiat si suprafata aschiata.
STUNJIREA SUPRAFETELOR DE REVOLUTIE
Cinematica de generare caracteristica strunjirii consta in efectuarea unei miscari de rotatie, in general de catre piesa-semifabricat, si a unei miscari rectilinii cu caracter continuu, simultan cu prima miscare, de catre scula aschietcare (cutitul de strung). Miscarea de rotatie este totdeauna miscarea principala in generare si ea se efectueaza cu turatia de aschiere, nas prin care se. obtine viteza principala de aschiere vas.
Miscarea rectilinie a cutitului este miscarea de avans din generare si ea se poate efectua in diferite plane (orizontal, vertical, inclinat) in functie de tipul strungului pe care se realizeaza generarea.
Astfel, la strungul normal, miscarea de avans a cutitului se efectueaza in plan orizontal, de obicei in directie longitudinala, transversala sau inclinata fata de axa axului principal al strungului, dupa forma suprafetei generate.
In general, pe strungul normal se
genereaza uzual suprafete ale pieselor de rotatie. O categorie
frecventa o formeaza suprafetele cilindrice exterioare (fig.
La generarea suprafetelor plane (fig. 4, c), miscarea rectilinie a cutitului este o miscare de avans transversal II (VsT), normala pe axa de rotatie.
Pentru generarea prin strunjire a suprafetelor conice (fig. 4, d), cutitul trebuie sa execute miscarea rectilinie dupa o directie inclinata fata de aceasta axa cu unghiul a al semiunghiului la virf al conului. Aceasta este o miscare de avans rezultanta II (Vs), obtinuta din compunerea miscarii de avans longitudinala III (VsL) cu miscarea de avans transversala IV (VsT). Compunerea celor doua miscari este astfel realizata incit intre parametrii de viteza ai lor sa existe un raport cinematic constant, astfel ca miscarea rezultanta (II) sa fie paralela cu generatoarea G a conului.
In cazul suprafetelor de rotatie profilate (fig. 4, e) miscarea de avans II a cutitului nu mai este rectilinie, ci are o traiectorie identica cu curba generatoare G a suprafetei. Practic, acest lucru se realizeaza Ia strungul normal utilizind dispozitive de copiat, iar la strungurile speciale, de copiat, utilizand lanturile cinematice de copiere.
Suprafetele elicoidale ale filetelor reprezinta o alta categorie de suprafete generate frecvent prin strunjire pe strungul normal, dar si pe alte tipuri de strunguri (revolver, automate etc.).
Cinematica de generare a unei astfel
de suprafete, de exemplu cilindrice (fig.
Aceasta este o miscare complementara de generare, cunoscuta sub numele de miscare de deplasare axiala II (Va). Intre cele doua miscari trebuie sa existe o coordonare, cinematica permanenta si constanta, astfel incit traiectoria miscarii de aschiere rezultante sa fie traiectoria elicoidala de pas, p, la raza r, date si cunoscute.
Prin strunjire pe strungul normal se pot genera si alte forme de suprafete, ale unor piese care nu sunt de rotatie. In aceste cazuri, pastrindu-se ca baza cinematica de generare caracteristica acestui procedeu, se folosesc dispozitive adecvate, astfel incit sa se imprime cutitului miscari complementare de generare, functie de forma suprafetei ce trebuie generata
STUNJIREA SUPRAFETELOR
PLANE
Suprfetele plane, orizontale sau verticale, se obtin cu ajutorul generatoarelor G materializate prin taisul sculei, daca suprafetele de prelucrat sunt inguste si nu depasesc 610 mm latime, si cu ajutorul generatoarelor cinematice, obtinute cu ajutorul miscarii II executata de planul generator, fig.1, d.
Inr cazul generatoarelor materializate, miscarea II este o miscare de reglare pozitionala, iar miscarea III serveste la o noua repozitionare a generatoarei in vederea indepartarii adaosului de prelucrare. In ambele cazuri, curba directoare D are forma circulara. Se obtine cinematic ca traiectorie a unui punct de pe generatoare care se roteste cu viteza miscarii I in jurul unei axe OO' normala Ia planul director.
Schema de generare
prezentata in fig.1, d este concretizata prin schemele de prelucrare
prezentate in fig.5.
PARTI COMPONENTE ALE MASINILOR UNELTE CU COMANDA NUMERICA


1
O masina unealta cu comanda numerica este alcatuita din: masina unealta propriu-zisa (1) si echipamentul de comanda numerica (2), legate intre ele prin echipamentul electric (3).
MUCN sunt fabricate in colaborare de mai multe firme, unele realizand partea clasica, altele fiind specializate in partea de comanda numerica.
 Echipamentele de comanda numerica (ECN) se
prezinta intr-o gama foarte larga, fiind concepute dupa
principiul comenzilor numerice de pozitionare sau de conturare.
Echipamentele de comanda numerica (ECN) se
prezinta intr-o gama foarte larga, fiind concepute dupa
principiul comenzilor numerice de pozitionare sau de conturare.
Cele mai cunoscute echipamente CNC sunt :
- Sinumerik, al firmei Siemens , Germania
- FANUC, Japonia
- Alcatel, Franta
-Mikromat, Germania
Caracteristici ale echipamentului de comanda numerica:
numarul de axe
purtatorul de program
memoria pentru inmagazinarea programelor
modul de introducere a programelor
posibilitatile de adaptare pentru legatura cu o memorie externa
precizia obtinuta
Functiile echipamentului de comanda numerica :
transmiterea informatiilor,
conversia marimilor,
amplificarea marimilor,
memorarea informatiilor,
efectuarea de calcule
Fluxul de informatii la prelucrarea mecania pe MUCN
Automatizarea dupa program a MUCN se realizeaza prin :
circuite deschise de comanda numerica (a) ;
circuite inchise de reglare numerica (b).
a) Sania
b) Pe langa elementele 3 si 4 exista si traductorul 1 de masurare a deplasarii reale a saniei. Valoarea reala masurata este transformata in continuare de semnalul g de reactie, care se compara in elementul de comparatie 2 cu semnalul e, ce reprezinta marimea programata a deplasarilor. In cazul existentei unei diferente intre cele doua semnale, elementul de comparatie trimite un semnal f catre elementul 3 care pune in miscare sania 4 in vederea inlaturarii diferentei. S-a alcatuit astfel un sistem de reglare 1-g-2-3-4-1 al carui rol e de a anula erorile dintre pozitia reala si pozitia programata a saniei.
AVANTAJE SI DEZAVANTAJE ALE M.U.C.N.
Avantaje
1. Se inlatura necesitatea utilizarii unor sabloane sau modele care functioneaza foarte greu.
2. Programele numerice se modifica mult mai usor si mai rapid decat programele rigide fixate prin came, modele, sabloane.
3. Se suprima o serie de erori de reglare crescand astfel calitatea produselor si imbunatatindu-se exploatarea masinii.
4. Se poate imbunatati organizarea productiei trecandu-se in final la conducerea automata a intregului proces de productie.
Profilul unei palete se poate renunta total la desene si se poate deduce direct profilul din functia numerica.
6. Posibilitatea reglarii in timp minim a unui numar oarecare de masini-unelte identice, prelucrand aceeasi piesa.
Dezavantaje
1. Costul ridicat al echipamentului de comanda numerica (de 5-10 ori mai ridicat ) decat al unei masini unelte obisnuite.
2. Anumite conditii impuse de o utilizare eficienta a MUCN.
3. Asigurarea existentei unui personal specializat pentru conceperea si elaborarea programelor si pentru interventii urgente in cazul defectarii aparatului de comanda numerica.
CLASIFICAREA MASINILOR UNELTE CU COMANDA NUMERICA
A. In functie de capacitatea calculatorului utilizat, exista doua tipuri de sisteme de comanda prin calculator a masinilor-unelte :
-sisteme CNC (Computerized Numerical Control), care utilizeaza calculatoare de capacitate mica (minicalculatoare) pentru comanda unei singure masini-unelte sau a mai multor masini identice pe care se executa aceleasi operatii ;
-sisteme DNC (Direct Numerical Control ), care utilizeaza calculatoare de capacitate mare pentru comanda centralizata a unui grup de masini-unelte cu comanda numerica.
A.1 Sisteme CNC
In cazul sistemelor CNC, minicalculatorul preia o parte din functiile echipamentului de comanda numerica. In cazul comenzii numerice, functiile echipamentului se realizeaza printr-o logica cablata (hardware), pe cand la sistemele CNC o parte din functii se realizeaza prin logica cablata, iar o alta parte prin sistemul programelor de calculator (software). Ca urmare sistemele CNC inlocuiesc sistemele de comanda numerica clasica acolo unde se cere o putere mai mare de calcul si o flexibilitate marita in programe.
Extinderea sistemelor CNC
Structura de baza a sistemelor CNC poate fi completata cu o serie de blocuri care sa permita introducerea unor functiuni noi. Aceste blocuri sunt :
-blocul de cuplare a minicalculatorului la un calculator ierarhic superior in vederea integrarii intr-un sistem complex DNC ;
-blocul de masurare automata a erorilor cinematice ale masinilor-unelte si de compensare a acestora.
Prin introducerea acestor blocuri, se poate realiza o optimizare a procesului de prelucrare, avand ca obiectiv productivitate maxima, cost minim, incarcarea optima a masinii et. De asemenea, se mareste precizia de prelucrare prin introducerea blocului de masurare si compensare a erorilor cinematice.
Extinderea sistemelor CNC se poate realiza si prin dotarea acestora cu alte programe de baza, cum ar fi cele pentru diagnosticarea si localizarea defectiunilor masinii-unelte si a erorilor ce intervin in timpul lucrului.
A.2 Sisteme DNC
Sistemele DNC, in afara de conducerea centralizata a masinilor-unelte, asigura distribuirea si evidenta materialelor, elaborarea programelor de prelucrare a pieselor, planificarea productiei, distribuirea sculelor etc.
La acest sistem, calculatorul preia cat mai mult posibil din functiile blocurilor echipamentului de comanda numerica al masinii-unelte. In cazul limita echipamentul de comanda numerica NC este redus doar la functiile de comanda a actionarilor reglabile, de masurare a deplasarilor, de comanda, a functiilor auxiliare ale masinii si la logica necesara transmisiei de date.
Calculatorul inchide buclele de reglare a pozitiei pentru toate masinile-unelte, executand toate calculele de comparatii intre deplasarile precise si cele reale (masurate). El executa, de asemenea, interpolarea necesara la comenzile de conturare, furnizand in timp real comenzile de deplasare pentru toate masinile-unelte din grup. Programele-piesa sunt stocate in memoria calculatorului, fiind posibil un acces simplu si rapid. Ca si la sistemele CNC, comunicarea cu masina-unealta se face direct prin calculator, in regim interactiv, conversational, on line in timp real, in ambele sensuri.
Sistemele DNC, prin functia de supraveghere a functionarii masinilor-unelte si prin celelalte functii legate de organizarea si planificarea procesului de fabricatie, realizeaza un coeficent ridicat de utilizare a masinilor-unelte, cu pana la 30 % mai ridicat decat in cazul masinilor-unelte cu comanda numerica clasica. Pentru a se implementa eficient un sistem DNC este necesara o cunoastere aprofundata a intregului proces de fabricatie.
B. In functie de prelucrarile ce le executa, masinile unelte cu comanda numerica pot fi :
SISTEME DE COORDONATE ALE MASINILOR UNELTE CU COMANDA NUMERICA
Pentru unificarea si usurarea interschimbabilitatii
datelor de programare numerica s-a alcatuit si acceptat sistemul
ISO-R 841 pentru standardizarea axelor de coordonate si a miscarilor
Orice masina unealta executa miscari in raport cu niste axe specifice fiecareia. Stabilirea corecta a axelor este foarte importanta in cazul MUCN, deoarece programul tine cont de aceste axe. Exista un sistem de axe de coordonate ale masinii unelte cand axele corespund deplasarilor sculei si un sistem de axe de coordonate al piesei ce se refera la deplasarile executate de elementul pe care se fixeaza piesa.
In comanda numerica s-a introdus notiunea de axa ca fiind o deplasare liniara .
Aceste miscari sunt executate de organele mobile ale masinii unelte cu comanda numerica.
 Axele de
coordonate se stabilesc dupa anumite reguli, astfel :
Axele de
coordonate se stabilesc dupa anumite reguli, astfel :
Axa Z este paralela cu axa arborelui principal al masinii . Astfel, la o masina de gaurit sau de frezat, arborele principal antreneaza scula, in timp ce la un strung, axa Z coincide cu axa piesei. Daca masina nu are arbore principal, axa Z se alege perpendicular pe suprafata de asezare a piesei. Sensul pozitiv al axei Z corespunde deplasarii prin care se mareste distanta dintre piesa si scula.
Axa X este in general, orizontala si paralela cu suprafata de asezare a piesei. Ea este axa principala de deplasare in planul in care se face pozitionarea piesei fata de scula.
Axa Y se alege astfel incat sa formeze impreuna cu celelalte un sistem ortogonal drept, care se poate determina si cu regula mainii drepte din fizica.

Axele pentru miscarile rectilinii formeaza un sistem de coordonate ortogonal drept care verifica regula mainii drepte.
![]()
![]()

![]()
![]()
![]()
Pentru a identifica axele unei MUCN, acestora li se atribuie o anumita simbolizare precizata in recomandarea ISO R- 841/1968 sau in STAS 8902 - 71 . Teoretic exista cazul general, cu 3 axe de translatie (X,Y,Z) si 3 axe de rotatie (A, B,C) in jurul primelor 3. Se spune ca avem in acest caz o masina in 6 axe. Daca tot ansamblul este montat pe un suport care la randul lui poate executa miscari, putem vorbi de masini in 7, 8 sau 9 axe . Aceste masini sunt de o mare complexitate si se proiecteaza de obicei pentru un scop foarte precis . Masinile care se intalnesc in practica au de obicei 2-5 axe, cele mai multe avand 2 sau 3 axe.
Miscarile de rotatie se noteaza astfel :
- A - rotatie in jurul axei X
- B - rotatie in jurul axei Y
- C - rotatie in jurul axei Z
Obtinerea miscarilor se face fie prin deplasarea piesei, fie prin deplasarea sculei . Prin deplasare se intelege atat translatia cat si rotatia . Astfel, deplasarea sculei pe axa +X corespunde cu o deplasare a mesei pe directia -X. Acest lucru produce de multe ori confuzie in randul programatorilor MUCN si al operatorilor de la masina. Se greseste la stabilirea sensului de parcurs. Pentru a stabili corect sensurile de deplasare pe directia axelor se va respecta urmatoarea regula. : Pentru stabilirea sensului miscarilor se considera piesa ca fiind fixa, iar miscarile sunt executate de scula.
In afara de sistemul de coordonate
al masinii-unelte, in care are loc deplasarea sculei, trebuie luat in
considerare si un sistem de coordonate solidar cu piesa, cu axele notate
cu Xi , YI , ZI ce se refera la deplasarile piesei, dupa fixarea ei
pe masa masinii. Aceste axe de
coordonate au sensul pozitiv in sens opus celor ale masinii unelte.
PARTICULARITATI ALE MASINILOR UNELTE CU COMANDA NUMERICA
STRUNG PARALEL ORIZONTAL CNC

Strungurile paralele orizontale CNC, de
precizie si performanta sunt fabricate din materiale si
componente de inalta calitate, ingloband tehnologie de fabricatie
avansata. Sistemul CNC ales poate fi: FAGOR sau FANUC.
1. PARTICULARITATI CONSTRUCTIVE
Duritatea ridicata de (400-450) HB a ghidajelor si a cailor de rulare, pentru batiu si carucior
- Este prevazut
cu o turela (respectiv o axa), ce pozitioneaza scula prin
indexare.
- Designul special al papusii fixe garanteaza: functionare
silentioasa, viteza de eliminare a spanului si o
excelenta calitate de finisare a pieselor prelucrate.
2. PARTICULARITATI CINEMATICE
- Un sistem automat, avansat de schimbare a vitezei.
- Viteze ridicate de
deplasare, viteza speciala de eliminare a spanului.
- Axul principal cu o mare rigiditate, cu rulmenti unghiulari de
inalta precizie, care sunt pretensionati si gresati pentru
buna functionare si care garanteaza strunjire de acuratete
ridicata.
- Miscarile de avans sunt realizate prin intermediul suruburilor cu bile.
 - Pentru fiecare sanie exista un surub cu bile.
- Pentru fiecare sanie exista un surub cu bile.
- Duritatea suruburilor cu bile pe ambele axe x si z garanteaza o
durata de viata ridicata si o mare acuratete
Suruburi cu bile si ghidaje
- Combinatia dintre vitezele ridicate ale axului si avansurilor permite operatorului sa beneficieze de avantajul ultimelor tehnici moderne in prelucrari.
3. ACTIONAREA
- Operarea este automata.
- Memorie cu capacitate mare de inmagazinare a programelor de utilizare.
- Deplasarea dupa fiecare axa este actionata de un motor electric.
- Pozitionarea pe fiecare axa se realizeaza cu rigle optice sau cu banda magnetica.
- Lanturile de scule (magazine cu un lant sau cu doua lanturi) sunt actionate de o comanda din sistemul hidraulic.
- Sistemul de racire (atat cel din exteriorul brosei cat si cel din interior) este actionat hidraulic (prin intermediul unor pompe).
- Modul manual, se
lucreaza cu rotile de mana.
- Beneficiaza de un design ergonomic
al rotilor de mana electronice pentru folosirea in mod manual, ceea
ce face ca masina sa fie capabila sa functioneze
asemanator cu un strung conventional.
- Permite ca rezolutia rotilor de mana electronice sa fie variata.
- Viteza
constanta de taiere.
4. ANSAMBLURI SPECIFICE
-Alimentarea cu scule se face prin intermediul turelei (in loc de lanturi de scule), prevazuta cu 6-8 posturi , cu posibilitate de schimbare rapida, prin indexare.
- Scula este prevazuta cu un sistem de masurare cu laser, in vederea efectuarii corectiei in caz de uzura, rupere.
- Sistem de ungere automata a cailor de rulare.
- Ghidaje patrate pentru sanie in vederea unei rigiditati crescute
- Sistem de protectie a operatorului la viteze ridicate de functionare prin carenajul masinii.
- Sistem automat de evacuare a spanului din zona de lucru.

STRUNG CU COMANDA NUMERICA

Sistem automat, avansat de schimbare a vitezei. Viteze ridicate de deplasare, viteza speciala de eliminare a spanului.
O buna calitate de finisare a pieselor prelucrate si o precizie de executie ridicata.

Prelucrarea
prin strunjire a unui inel, la exterior
 |

Piesa se centreaza intai cu ajutorul ceasului comparator pe platoul magnetic.
Miscarea piesei este de rotatie dupa axa OX.
Dupa prelucrarea piesei, aceasta se verifica cu ajutorul unor sine, apoi se desprinde de pe platoul magnetic.
Verificarea piesei se face atat din punct de vedere dimensional (diametrul exterior, respectiv interior), cat si din punct de vedere al abaterilor de forma (circularitatea).
Sculele (cutitele de strung) se prind pe capetele revolver sau turele ( in numar de unul sau doua ), prevazute cu 6 sau 8 locasuri.
Cutitele se deplaseaza dupa axa OX si OZ.
Cutitele pot fi cu placute din materiale ceramice sau diamantate.
Dupa prelucrarea suprafetelor conform programului de lucru, cutitele se retrag dupa axa OX.
 |
 Panoul de comanda pentru introducerea
corectiilor de scula
Panoul de comanda pentru introducerea
corectiilor de sculaPrin butonul 2 se introduce raza pastilei cutitului, in vederea corectiei datorate uzurii, pe OX.
Prin butonul 3 baza de referinta (OX).
Prin butonul 5 se introduce raza pastilei cutitului, in vederea corectiei datorate uzurii, pe Oz.
Prin butonul 6 baza de referinta (Oz).
Prin butonul 7 raza pastilei.
Prin butonul 8 uzura razei.

Indica numarul sculei (1, 2,., 6), parametrii de lucru (avansul de lucru F, turatia S) pentru primul si cel de-al doilea cap revolver, cotele x, z de coborare ale sculei si deplasarile acesteia dupa axele x, z.
Panoul de comanda manuala
Cuprinde : Display-ul pe care se afiseaza programul de lucru, tastatura pentru introducerea manuala, semiautomata, automata a informatiilor si potentiometre de reglare si sisteme de semnalizare luminoasa.


Elementele notate cu 1, 2,., 6 sunt semnalizari luminoase pentru :
1 - Avertizarea operatorului cand usile sunt deschise
2 - Intrerupere
3 - Confirmarea activarii magnetului platoului 1
4 - Dezactivarea magnetului 1
5 - Confirmarea activarii magnetului platoului 2
6 - Dezactivarea magnetului 2
Modul de depozitare al pieselor strunjite

Depozitarea se face, dupa ce piesele au fost unse cu un ulei conservant pe o hartie speciala, ce nu permite coroziune pieselor. Se trimit la rectificare.
COMENZI NUMERICE ALE MASINILOR UNELTE CU COMANDA NUMERICA
PENTRU LANTURI CINEMATICE TEHNOLOGICE
Se are la baza desenul de executie al piesei si fisa tehnologica sau planul de operatii, conform carora se introduc in programul piesei, (in fraza de inceput si la schimbarea sculei si a parametrilor de lucru) urmatoarele adrese setabile:
N - nr. frazei
T - scula
S - turatia
M - functii suplimentare
H - functii auxiliare
G - functii de deplasare ( ex: G 0 - avans rapid scula
G 94 - avans liniar
G 95 - avans pe rotatii, etc.)
PENTRU LANTURI CINEMATICE GENERATOARE
- Comenzi de pozitionare
Se realizeaza cu functiile:
G 09 - pozitionare exacta incetinire
G 17 - deplasare dupa axa oz
G 18 - deplasare dupa axa oy
G 19 - deplasare dupa axa ox
G 54..G 57 - deplasare de nul (origine)
G 53 - anuleaza deplasarea de nul
G 60 - pozitionare exacta incetinire
G 74 - atingere punct de referinta
G 90 - coordonate absolute
G 91 - coordonate relative
G 92 - reglarea pozitiei, etc.
Comenzi de prelucrare liniara, comenzi de conturare
Se realizeaza cu functiile:
G 01- interpolare ( prelucrare) liniara
G 02 - Interpolare circulara- contur arc de cerc dreapta
G 03 - Interpolare circulara - contur arc de cerc stanga
G 04 - oprire in fraza respectiva
Comenzi auxiliare
M 00 - Stop programat ( se poate inlatura spanul, repogrameaza)
M 01 - stop optional
M 02 - sfarsitul programului principal, cu intoarcere la inceputul programului
M 03 - rotire arbore principal, in sensul acelor de ceasornic
M 04 - rotire arbore principal in sens invers acelor de ceasornic
M 05 - oprire arbore principal
M 06 - schimbare scula
M 17 - sfarsit subprogram
M 30 - sfarsit program
Aceste adrese sunt cateva dintr-o intreaga lista, ce poate fi completata in functie de tipul si constructia masinii unelte.
1.1. Caracteristici constructive si conditii tehnice impuse arborilor
Piesele din clasa arbori pot fi impartite dupa forma lor geometrica in patru grupe mari (fig. 1.); arbori drepti; arbori in trepte simetrice sau asimetrice; arbori cotiti; arbori cu came.
Desi domeniul de
utilizare al arborilor este foarte mare, varietatea lor constructiva este
diferita iar gama dimensionala extrem de larga (diametre de
0,5
1.2. Alegerea materialului si semifabricatelor pentru arbori
Pentru confectionarea arborilor se utilizeaza diferite categorii de materiale: oteluri carbon sau aliate, fonte cu grafit nodular, aliaje neferoase, materiale nemetalice etc, alegerea materialului avand la baza solicitarile la care este supusa piesa in timpul functionarii si conditiile tehnico - economice de fabricatie. De obicei, alegerea materialului este indicat sa se faca folosind metoda de analiza a valorilor optime.
Criteriile care stau la baza alegerii semifabricatelor pentru arbori sunt:
1.3. Structura proceselor tehnologice de prelucrare a arborilor drepti
Procesul tehnologic tip de prelucrare a arborilor cuprinde mai multe etape distincte: etapa operatiilor pregatitoare (prelucrarea suprafetelor frontale de capat, centruirea etc), prelucrarea mecanica prealabila a suprafetelor principale si a celor auxiliare (canale de pana, caneluri, gauri transversale etc), tratamentul termic, finisarea suprafetelor principale (functionale si de asamblare) si controlul final.
De exemplu, structura unui proces tehnologic tip de prelucrare a unui arbore mijlociu, in trepte cuprinde urmatoarele operatii:
1.3.1. Debitarea semifabricatului
Se face atunci cand
semifabricatul nu este forjat, matritat sau turnat. Operatia se
executa pe presa - ghilotina (pentru bare cu diametrul <
De multe ori, dupa debitare se face un control nedistructiv - cu ultrasunete, cu pulberi magnetice, lichide penetrante sau radiatii penetrante - pentru a se pune in evidenta eventualele defecte de semifabricare.
1. 3. 2. Prelucrarea suprafetelor de capat
Se face in vederea obtinerii suprafetelor de bazare in directie axiala si radiala care sa asigure precizia asezarii in cadrul operatiilor ulterioare. Prelucrarea suprafetelor frontale se poate face pe strunguri (arborii mijlocii si mici in productia de serie mica si unicate). Pentru productia de serie mare si de masa se poate folosi frezarea simultana (fig. 3.) pe masini speciale de frezat.
1 .3. 3. Executia gaurilor de centrare (centruirea)
Gaurile de cercetare sunt, la majoritatea arborilor, bazele tehnologice pentru toate operatiile ulterioare de prelucrare, de aceea operatia de centruire trebuie efectuata in anumite conditii: ambele gauri de centrare sa aiba o axa comuna de simetrie, sa aiba o conicitate precisa, sa poata prelua greutatea arborelui si forteic de aschiere.
Operatia se executa pe masini speciale de centruit sau pe masina speciala de frezat si centruit (fig. 3.).
1 .3. 4. Prelucrarea de degrosare la unul din capetele arborelui
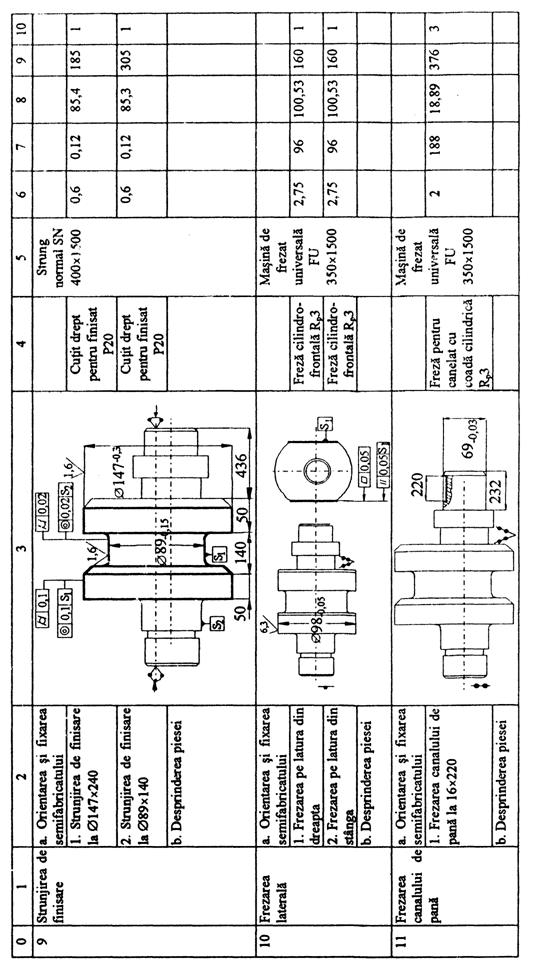
Se prelucreaza toate treptele cu diametm crescator. in functie de tipul productiei si dimensiunile de gabarit, operatia se poate face prin strunjire pe strunguri normale, pe stmnguri cu comanda program, pe strunguri revolver, pe strunguri automate, prin copiere, pe strunguri cu multicutite (fig. 4.), pe strunguri specializate, prin frezare cu joc de freze (fig. 5.), prin brosare etc.
1. 3. 5. Prelucrarea de degrosare Ia al doilea capat al arborelui
Se face in mod analog ca operatia de degrosare a primului capat, folosind aceleasi metode si aceleasi utilaje.
1. 3. 6. Prelucrarea de finisare a primului capat al arborelui
Se face prin strunjirea de finisare pe strunguri normale, pe strunguri cu comanda program, strunguri automate sau prin brosare.
1. 3. 7. Prelucrarea de finisare a celui de-al doilea capat al arborelui
Se face analog ca
operatia precedenta.
1. 3. 8. Prelucrarea canelurilor
Se face in majoritatea cazurilor prin frezare, pe masina universala de frezat, folosind o freza-disc profilata, folosind si capul divizor (fig. 6.).
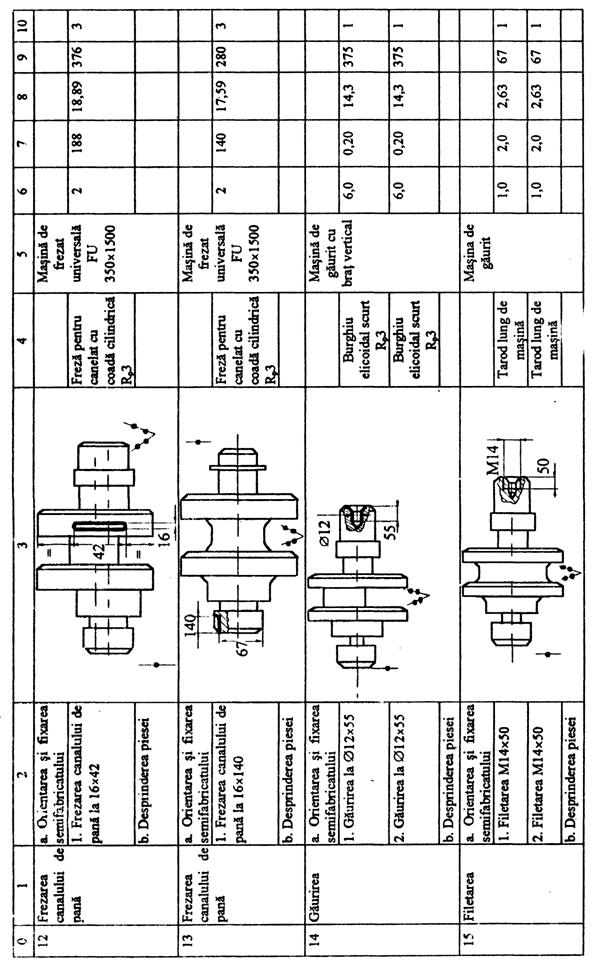
1.3.9. Prelucrarea canalelor de pana
Se face prin frezare, pe masina universala de frezat, folosind ca scule aschietoare freze de forma corespunzatoare tipului de canal de pana (pentru pana disc, pana plan-paralela etc).
1.3.10. Executarea filetelor
Se face pe strunguri normale in cazul productiei de
serie mica sau unicate, pe masini semiautomate speciale de filetat eau
pe strunguri prevazute cu capete speciale de filetat "in vartej'.
Executarea filetului "in vartej' este o metoda rapida folosind
un dispozitiv relativ simplu montat pe sania transversala a strungului.
Cutitele fixate in capul de filetat (fig. 7.) care primeste
miscarea de rotatie de la un motor electric se rotesc cu o
viteza vf , data de relatia: ![]() in timp ce piesa executa o miscare
de avans circular cu viteza vp
in timp ce piesa executa o miscare
de avans circular cu viteza vp ![]()
1.3.11. Tratamentul termic
Urmareste fie imbunatatirea prelucrabilitatii, fie cresterea caracteristicilor functionale. Pentru imbunatatirea prelucrabilitatii se aplica tratamente termice de recoacere (de inmuiere, de globulizare a perlitei, de normalizare, de detensionare etc). Pentru imbunatatirea caracteristicilor functionale se aplica: calirea superficiala, imbunatatirea, cementarea, cianurarea, carbonitrurarea, iononitrurarea etc.
1. 3. 12. Sablarea
Se face cu jet de nisip prin aspiratie, cu jet de nisip prin impuscare sau jet de alice.
1. 3. 13. Indreptarea
Se face pe prese de indreptat si numai cand este cazul.
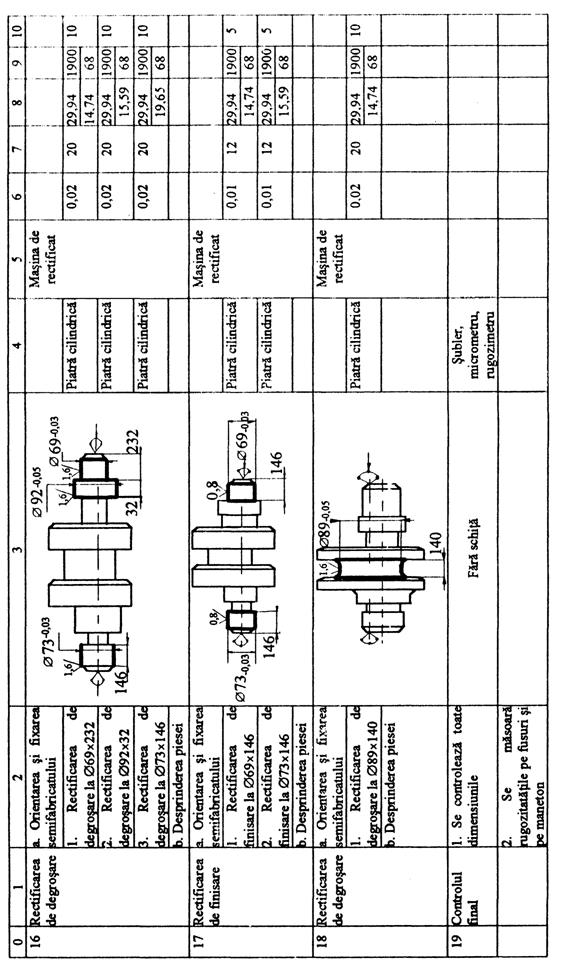
1. 3. 14. Rectificarea de degrosare Ia unul din capete
Se face la toate
treptele cu diametru crescator, pe masini speciale de rectificat cu
doua sau mai multe discuri si cu control activ al diametrelor.
Operatia se poate face cu avans longitudinal, cu avans transversal (fig.
8.) sau cu piatra abraziva profilata (fig. 9.), in functie
de forma si dimensiunile de gabarit ale arborelui.
1.3.15. Rectificarea de degrosare Ia celalalt capat al arborelui.
Se face in mod analog ca operatia anterioara.
1. 3. 16. Rectificarea canelurilor
Depinde de tipul de productie daca se executa pe masina de rectificat plan sau pe masini speciale de rectificat caneluri. In functie de modul de centrare se rectifica diametrul interior si flancurile (de regula, intr-o operatie).
1. 3. 17. Rectificarea de finisare la unul din capetele arborelui
Se face in mod analog ca rectificarea de degrosare, alegandu-se parametrii regimului de rectificare pentru finisarea suprafetelor, in acest sens marimea avansului longitudinal nu va fi mai mare decat a treia parte din latimea discului de rectificat. Avansul transversal trebuie sa fie cat mai mic pentru a se obtine o rugozitate Ra = 0,8 1,4 m fara arsuri si precizie dimensionala ridicata.
1. 3. 18. Rectificarea de finisare la celalalt capat al arborelui
Se face in mod analog ca la operatia precedenta. Se poate face si rectificarea electrochimica (in functie de natura materialului de prelucrat).
1. 3. 19. Rectificarea filetelor
Se face pe masini
de rectificat filete, fie folosind disc profilat ingust (fig. 10.), fie
folosind un disc profilat lat (fig. 11.). Parametrii regimului de aschiere
sunt: viteza periferica a discului de rectificat (3555 m/s); np
- numarul de rotatii al piesei, in rot/min; ap - adancimea de
aschiere, in mm; / - numarul de treceri. Adancimea de aschiere
se ia de 0,020,05 mm la degrosare si 0,0030,010 mm la finisare.
Filetul exterior poate fi executat si prin rulare.
1.3.20. Superfinisarea arborilor
Se aplica pe acele suprafete
la care trebuie realizata o rugozitate Ra < 0,40,8 m si o precizie dimensionala foarte
ridicata. Operatia se face cu ajutorul unui dispozitiv numit cap de
superfinisat (de honuit), format din 26 barete abrazive (fig. 12.) Baretele
abrazive sunt apasate pe suprafeta de prelucrat in timp ce aceasta
executa o miscare de rotatie, iar capul de superfinisat o
miscare rectilinie-alternativa si una de 
avans longitudinal.
Pentru superfinisare se folosesc bare
abrazive cu granulatia 800. 1000, presiunea care se exercita asupra
lor este de (1,45,5)105 N/m2 , frecventa
miscarii rectilinii alternative este de 500.3 000 curse duble pe
minut, avansul longitudinal este mai mic de
1. 3. 21. Finisarea prin ecruisare
Se foloseste numai la anumite suprafete care, pe langa rugozitate mica si precizie dimensionala ridicata, necesita si o marire a duritatii suprafetei pe o anumita adancime si o marire a rezistentei la oboseala. Operatia se poate face cu ajutorul unor dispozitive speciale de ecruisat, montate pe arborele principal al masinii de rectificat (fig. 13.). Parametrii regimului de lucru la ecruisare sunt: viteza de rotatie a bilelor, in m/s; viteza periferica a piesei care se ecruiseaza in m/min; avansul longitudinal, in mm/rot; marimea cu care este respinsa bila, in mm, numarul de treceri. Operatia se face folosind si capete de roluit cu ultrasunete.
2. 1. Controlul final al arborilor
Operatiile de control sunt plasate fie la inceputul procesului tehnologic (se verifica calitatea materialului, se determina duritatea, rezilienta, rezistenta la tractiune, compozitia chimica), fie pe parcursul desfasurarii procesului tehnologic de prelucrare. Operatia se executa cu aparate si instrumente de control universale sau aparate de control speciale.
3. 1. Particularitati ale prelucrarii arborilor cotiti
Arborii cotiti se disting de ceilalti arbori prin faptul ca o parte a tronsoanelor sunt excentrice, directia excentricitatii fiind in general diferita de la un tronson la altul. Fusurile sunt prin urmare de doua categorii: fusuri paliere, a caror axa este coliniara cu axa arborelui, si fusuri manetoane, a caror axa este excentrica fata de cea a arborelui.
In fabricatia de serie mare sau de masa a arborilor cotiti de dimensiuni mici si mijlocii, executati din otel, semifabricatele se obtin prin matritare pe prese sau ciocane matritoare La serii mici sau dimensiuni mari, semifabricatele se obtin prin forjare libera.
Tehnologia tip de fabricatie a arborilor cotiti cuprinde aceleasi etape ca in cazul arborilor drepti: operatii pregatitoare, prelucrarea prealabila a suprafetelor principale si auxiliare, tratamentul termic, finisarea si controlul final - continutul acestor etape are insa unele particularitati, mai ales atunci cand fabricatia este de serie mare sau de masa.
Astfel, in afara gaurilor de centrare a suprafetelor frontale de capat, arborii cotiti mai au o suprafata de bazare, dispusa pe unul din bratele extreme si destinata prientarii unghiulare la prelucrarea bratelor si fusurilor manetoane (Fig. 14.).
Suprafetele fusurilor paliere
si manetoanele se prelucreaza prin 
frezare sau prin
strunjire pe masini speciale.
Tratamentul termic aplicat este recoacerea de detensionare, in prima parte a procesului tehnologic sau dupa executarea principalelor degrosari, si tratamente termice cu scop functional (cementare, nitrurare, calire superficiala), aplicate inainte de operatiile de finisare.
Fusurile, suprafetele de antrenare si alte suprafete ale arborilor cotiti se supun unor operatii de finisare prin rectificare, vibronetezire sau lepuire, pentru a se obtine treapta a sasea de precizie si rugozitatea Ra < 0,40,8 m. Rectificarea se face pe masini speciale de rectificat, arborele cotit se aseaza in asa fel incat axa suprafetei care se prelucreaza sa coincida cu axa masinii. Tot in aceasta etapa se face echilibrarea arborelui cotit, pe masini speciale de echilibrat.
4. 1. Particularitati ale prelucrarii axelor cu came
Suprafetele caracteristice
si in acelasi timp principale sunt camele, dispuse in diverse zone
de-a lungul axei, si fusurile de sprijin, plasate intercalat.
Conditii tehnice impuse: precizia dimensionala a fusurilor in treapta
6 de precizie, bataia radiala < 0,0150,04 mm., pozitia
unghiulara a camelor sa aiba abateri < 1°2°, rugozitatea
fusurilor si camelor Ra < 0,20,4 m si duritatea
suprafetelor de 54 62 HRC, conicitatea si ovalitatea < 0,01
Ca materiale utilizate pentru axele cu came sunt: otelurile carbon de calitate OLC 45 AT si fontele cu grafit nodular.
Ca semifabricate se folosesc in productia de serie mare sau masa semifabricatele matritate (confectionate din otel) si turnate precis (pentru cele confectionate din fonta).
Tehnologia de prelucrare a axelor cu came prezinta cateva particularitati, dintre care cele mai importante privesc strunjirea camelor, tratamentul termic, rectificarea camelor si controlul profilului acestora.
Strunjirea profilata a camelor se executa pe masini specializate care asigura cutitelor translatia radiala de copiere, corelata (printr-un sistem de copiere) cu rotatia semifabricatului.
Rectificarea camelor se executa pe masini specializate care permit rotatia ansamblului piesei (miscarea de copiere), corelata cu rotatia piesei, in timp ce scula executa un avans radial la degrosare si un avans longitudinal de cursa, la finisare.
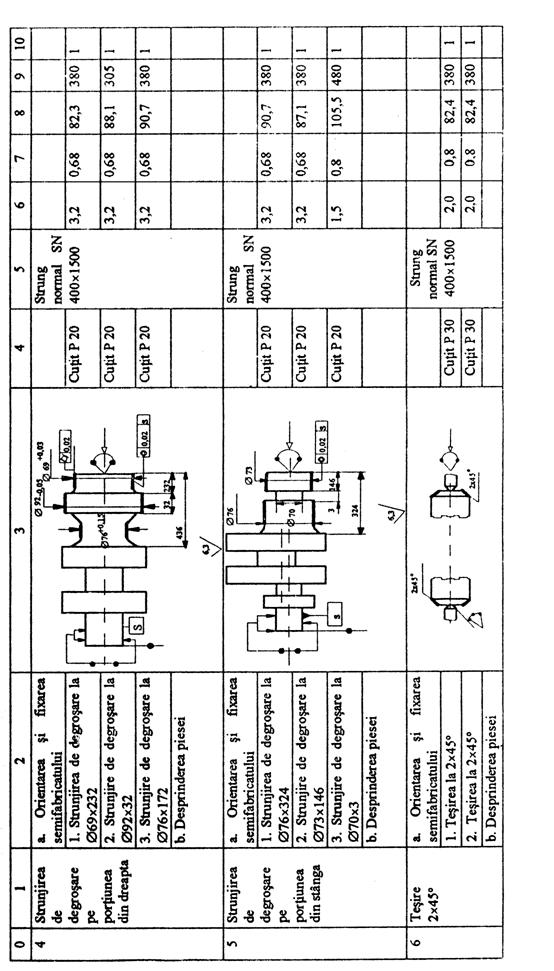
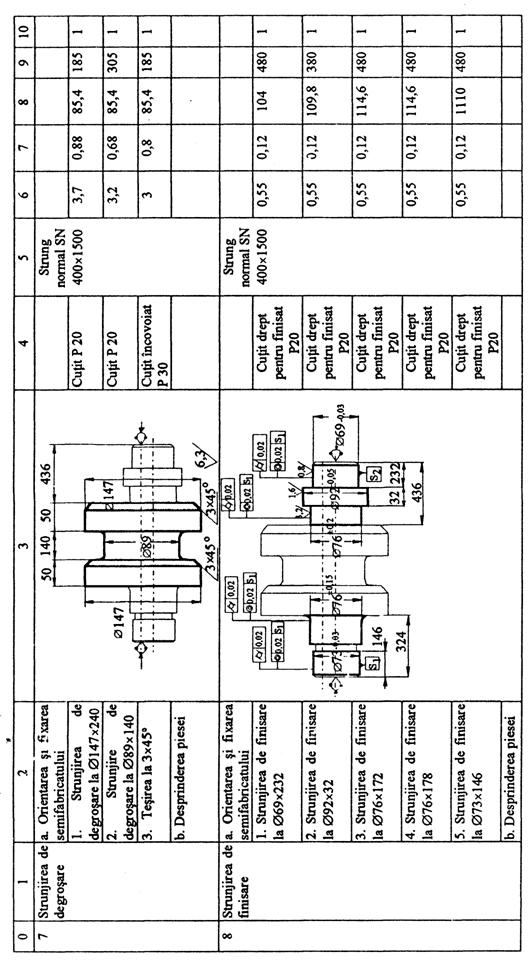
Fisa film a tehnologiei de obtinere a unei piese din clasa arbori se prezinta in tabelul 1. Pentru exemplificare s-a presupus axul principal al unei prese mecanice (fig. 15.) ce trebuie realizat intr-o productie de 1000 buc /an.

|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |