Metode de analiza a calitatii
Analiza calitatii este o activitate deosebit de importanta in cadrul ciclului de asigurare a calitatii in cadrul unei intreprinderi. Activitatea de analiza a calitatii presupune analiza unei stari actuale necorespunzatoare in vederea identificarii modalitatilor de interventie pentru ajungerea la o stare viitoare acceptabila.
Rezolvarea ambelor probleme presupune parcurgerea unui ciclu universal: informatii elementare (simptome) - analiza - diagnosticarea - elaborarea mai multor solutii - alegerea solutiei optime - aplicarea in practica - actiuni de reglare finala.
In demersul de mai sus pot aparea doua erori ce trebuie evitate: formularea gresita a problemei de rezolvat si aplicarea rapida a unei solutii ce se demonstreaza in timp ca nu este cea optima. Pentru evitarea acestora se apeleaza la metodele de analiza a calitatii produselor si productiei, care se impart in: metode generale de analiza a calitatii; metode specifice de analiza a calitatii.
A. Principalele metode generale de analiza a calitatii
Exista numeroase metode generale de analiza a calitatii, insa cele mai utilizate si aplicabile mai usor in cadrul cercurilor de calitate sunt:
a) Metoda confruntarii (asaltului) ideilor (brainstorming)
Este o metoda practicata in grup care consta in inregistrarea ideilor intr-un mod adecvat si evaluarea lor dupa sedinta. Este utilizata pentru identificarea cauzelor posibile ale unei probleme si gasirea unor solutii de eliminare a lor sau de perfectionare a situatiilor existente Trebuie respectate cateva reguli de baza:
o idee nu poate fi considerata gresita decat dupa ce a fost analizata in grup;
o idee enuntata nu este criticata imediat;
o idee enuntata nu se argumenteaza imediat;
conducatorul grupului incurajeaza emiterea a cat mai multe idei, care apoi sunt selectate in vederea stabilirii unor solutii optime prin aprofundare, asociere, dezvoltare sau ameliorare;
cu cat ideile sunt mai neobisnuite cu atat este mai bine.
In final se pot gasi solutii pentru rezolvarea problemelor sau perfectionarea unei stari existente.
b) Metoda diagramei cauza - efect
Este cunoscuta si sub denumirea de diagrama Ishikawa sau diagrama in forma de peste. Ea permite identificarea precisa a cauzelor deficientelor cu ajutorul relatiilor existente intre caracteristicile calitative si respectivele cauze si clasarea acestora pe familii (cei 5M): mana de lucru, metoda, mijloc, material si materie prima.
La construirea diagramei cauzelor si efectelor se va face o diferentiere intre factorii obtinuti prin masurari si cei determinati prin calcule [Ishikawa K., Ikuro K. - 1973]:
Factori obtinuti prin masurari: temperatura, tensiunea curentului, lungimi, fluiditate, timp, etc..
Factori determinati prin calcule si clasificati pe masini, echipe de lucratori, schimburi, materii prime si materiale, loturi de produse, etc..
Ceea ce este important de analizat, nu este cauza aparitiei deficientelor, ci modul de eliminare a acestora. Pentru construirea diagramei cauza - efect trebuie organizata o sedinta de lucru la care sa participe intregul personal implicat, creandu-se un climat favorabil schimbului de idei si informatii.
c) Metoda cercurilor de calitate
Aceasta metoda este utilizata in special in industria japoneza pentru a identifica o solutie optima atunci cand datele problemei de rezolvat sunt calitative. Ideile aparute sunt amplasate in functie de raspunsuri in cercuri cu criterii de selectie diferite. La intersectia comuna tuturor acestor cercuri se poate afla solutia problemei enuntate initial.
d) Metode matriceale
Pot aparea mai multe variante dintre care cele mai importante sunt: metoda matricei descoperirilor si metoda matricei simple. Prima consta in combinarea a doi factori si se utilizeaza pentru cautarea de noi solutii, produse, cresteri calitative ale produselor sau serviciilor.
![]() Matricea
este sub forma unui tablou cu dubla intrare in care se plaseaza
orizontal si vertical diferite variabile care se combina. Se pot
construi matricele de descoperiri tehnice (Tabelul
3.1.) sau tehnico-economice prin intermediul carora se analizeaza
un numar mare de variante de rezolvare a problemei ivite:
Matricea
este sub forma unui tablou cu dubla intrare in care se plaseaza
orizontal si vertical diferite variabile care se combina. Se pot
construi matricele de descoperiri tehnice (Tabelul
3.1.) sau tehnico-economice prin intermediul carora se analizeaza
un numar mare de variante de rezolvare a problemei ivite:
Tabelul 3.1.
MATRICEA DE DESCOPERIRI TEHNICA-TEHNICA
|
LISTA B |
STRUNG |
FREZA ORIZONTALA |
MASINA DE RECTI-FICAT EXTERIOR |
|
STRUNG |
STRUNG MULTIAX |
CENTRU DE PRELUCRARE |
CENTRU DE PRELUCRARE |
|
FREZA VERTICALA |
CENTRU DE PRELUCRARE |
FREZA UNIVERSALA |
CENTRU DE PRELUCRARE |
|
MASINA DE RECTIFICAT INTERIOR |
CENTRU DE PRELUCRARE |
CENTRU DE PRELUCRARE |
MASINA DE RECTI-FICAT UNIVERSALA |
Matricea simpla este o metoda asemanatoare cu precedenta. Se construieste o matrice in care toate variantele unui factor sau parametru a unui sistem, obiect, produs sunt puse in corelatie cu variantele altui factor ale aceluiasi sistem. Dupa ce matricea a fost definitivata si combinatiile preferate au fost retinute, ele pot fi puse in corelatie cu alte variante ale altui factor in cadrul unei noi matrice, procesul repetandu-se pana la obtinerea unei solutii valoroase.
e) Metoda analizei multicriteriala a solutiilor posibile
A fost prezentata in paragraful 2.4..
f) Metoda multivoting
Consta in organizarea unui seminar pentru gasirea unor solutii de imbunatatire a calitatii produselor sau serviciilor la care participa toate persoanele implicate in conceptia, productia, livrarea, exploatarea, intretinerea si repararea sistemului.
Sunt listate toate elementele care pot influenta comportarea sistemului, incercandu-se sa se determine o cauzalitate intre ele. Apoi, pentru fiecare cauza majora se emit solutii, care se noteaza fara a fi comentate. Din grupele de solutii, prin acordarea unui punctaj, se aleg cate o solutie pentru rezolvarea unei cauze.
Solutiile alese se discuta apoi, putand aparea completari pertinente care determina optimizarea solutiilor partiale alese. Rezultatele finale se aplica apoi in practica. Metoda este deosebit de eficace in activitatea de imbunatatire a fiabilitatii si mentenabilitatii.
g) Metoda diagramei Pareto - Metoda ABC
Metoda ABC consta in analiza unei curbe care ilustreaza grafic legea lui Pareto si care se numeste curba ABC pentru ca are trei domenii distincte determinate de inflexiunile curbei, asa cum se observa in Figura 3.3., unde este prezentata diagrama teoretica a totalului pierderilor datorate deficientelor calitative ale echipamentelor productive pe o anumita perioada (Tpc) in functie de procentul de defectiuni pe clase (a,,j).
Etapele aplicarii acestei metode sunt:
definirea fenomenului si a parametrului specific acestuia, in cazul nostru defectiunile echipamentelor productive si cauzele acestora;
stabilirea valorilor parametrului specific;
clasarea componentelor fenomenului investigat dupa o logica ABC, in ordinea descrescatoare a parametrului specific;
determinarea valorii cumulate a parametrului specific;
determinarea celor trei grupe de semnificatie ABC;
reprezentarea grafica a fenomenului cu ajutorul curbei ABC.
S-a observat ca la majoritatea echipamentelor exista mai multe categorii de defectiuni, din care de obicei, doua - trei categorii A, B, C cuprind aproximativ 80 - 98 din totalul defectelor existente. Se disting trei domenii:
domeniul A, care contine un numar mic de cauze de defectare, dar a caror frecventa este mare (80,5 %);
domeniul B, care contine un numar de cauze care determina defectiuni relativ medii, a caror frecventa este de 14 %;
domeniul C, care contine un numar mare de cauze de defectare, a caror frecventa este relativ redusa (5,5 %).
Se demonstreaza astfel ca ipoteza conform careia cauzele unei defectiuni oarecare sunt nelimitate este falsa, observandu-se ca numai doua sau trei din cauzele posibile exercita o influenta decisiva asupra calitatii finale a echipamentelor. Odata identificate cauzele care determina defectiunile cu pondere mare, prin eliminarea acestora procentul general de defectiuni calitative scade, costurile scad, iar comportarea in exploatare si performanta echipamentelor, productivitatea lor creste.
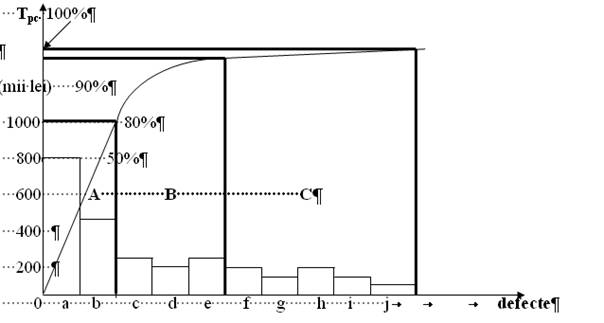
Fig. 3.3. Diagrama ABC
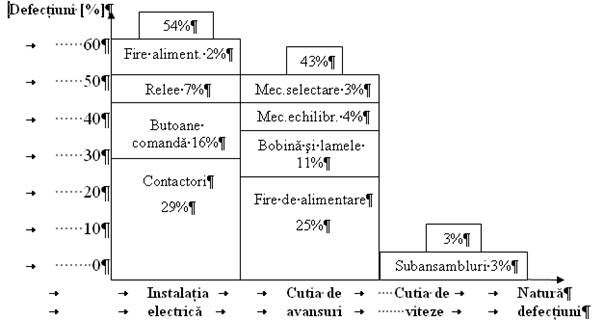
In Figurile 3.4., 3.5., 3.6., sunt prezentate diverse histograme ale naturii defectiunilor pentru masini verticale de gaurit, masini de frezat si masini de rectificat interior, valorile fiind determinate experimental si apoi prelucrate statistic si reprezentate grafic.
Fire aliment. 2%
Mec.selectare 3% Relee 7%
50
Bobina si lamele 11% Mec.echilibr. 4% Butoane comanda 16%
40
Contactori
30
Fire de alimentare
20
Subansambluri 3%
![]() 0
0
Instalatia Cutia de Cutia de Natura
electrica avansuri viteze defectiuni
Fig. 3.4. Histograma defectiunilor in functie de subansamblul defectat in cazul masinilor de gaurit verticale
Din figura se poate observa ca marea majoritate a defectiunilor sunt cauzate de contactorii electrici (29%), firele de alimentare (27%) si butoanele de comanda (16%).
In cazul masinilor de frezat, histograma prezentata in Figura 3.5. ilustreaza preponderent natura mecanica (62%) a defectiunilor si mai putin cea electrica sau hidraulica.
Pentru masinile de rectificat interior, a caror histograma a defectiunilor functie de natura lor este prezentata in Figura 3.6., se observa o crestere semnificativa a defectiunilor elementelor hidraulice (36,6 %), a celor de natura electrica (22,9 %), a elementelor de ungere (9,9 %) si o scadere a defectiunilor elementelor mecanice (30,6 %).
Defectiuni [%]
Rulmenti 7%
60
Cuplaj suprasarc.4%
50
Axe 2% Cuplaj dintat 3%
40
|
Infundare conducte ungere 6 % Bobine electro-magnetice 14% Motor C.A. 11%
20
Neetansari si intrare
apa 9 % Motor C.V. 6%
10
Pompele de apa si ulei 4 % Contact. relee 5%
0
![]()
Mecanice Electrice Hidraulice si etansare Natura
defectiuni
Fig. 3.5. Histograma defectiunilor in functie de natura acestora in cazul masinilor de frezat
Defectiuni [%]
![]()
Pompa hidrau-lica 7,6 %
Alte defectiuni ale elementelor hidraulice
|
Suport tampon 4,6%
9,9 %
Defectiuni elem. ungere 9,9 % Electrovalve 15,3% Alte
defect. mec.10%
![]()
Hidraulica Mecanice Electrice Ungere Natura
defectiunii
Fig. 3.6. Histograma defectiunilor in functie de natura acestora in cazul masinilor de rectificat interior
Aplicarea acestei metode poate fi o solutie eficienta prin concentrarea unor eforturi maxime pentru inlaturarea cauzelor celor mai frecvente defectiuni ale echipamentelor productive, care sa le maximizeze functionarea optimala si sa reduca costurile privind intretinerea si repararea.
B. Principalele metode specifice de analiza a calitatii
Principalele metode specifice utilizate la analiza calitatii produselor si productiei se prezinta in Tabelul 3.2..
Tabelul 3.2.
METODE SPECIFICE DE ANALIZA
|
DENUMIREA METODEI |
PRINCIPALELE OBIECTIVE ALE METODEI |
|
Metoda controlului statistic al proceselor |
Cresterea fiabilitatii produselor si proceselor |
|
Metoda analizei mentenabilitatii (topomentenanta) |
Cresterea fiabilitatii si mentenantei echipamentelor |
|
Metoda schimbarilor in serie ai tuturor factorilor de influenta ai calitatii |
Reducerea timpilor de adaptare la modificari in serie |
|
Metoda analizei punctelor slabe si a efectelor acestora pana la atingerea starii critice a sistemului |
Reducerea riscului aparitiei caderilor |
|
Metodele Taguchi |
Simplificarea experimentarilor |
a) Metoda controlului statistic al proceselor
Este metoda de analiza bazata pe interpretarea statistica a datelor. Ea permite, pornind de la un numar mic de valori masurate, sa se diagnosticheze comportarea in ansamblu a sistemelor si sa se identifice posibilitatile de ameliorare a functionarii acestora. Utilizarea acestei metode presupune pentru caracteristicile studiate o variatie dupa o lege normala (legea lui Gauss) permitand aprecierea daca:
- sistemul este capabil sa produca dupa specificatiile existente in documentatia tehnica si de executie;
- conducerea procesului in timpul fabricatiei este posibila.
Pe baza acestora se poate concluziona daca sistemul satisface lista de control elaborata initial.
b) Metoda analizei mentenabilitatii (topomentenanta)
Topomentenanta este deosebit de raspandita in industria siderurgica japoneza. Aceasta metoda sistemica tinde sa aduca o instalatie la un randament maxim pe toata durata sa de viata prin activitatea comuna a tuturor serviciilor sau lucratorilor individuali din cadrul unei intreprinderi (activitatea de mentenanta preventiva). Se bazeaza pe:
- responsabilitatea utilizatorilor fata de buna functionare a utilajului, echipamentului, instalatiei;
randamentul global, a se vedea Figura 3.7..
Timp de functionare + timp de
reparare
Timp de functionare brut Caderi + reglari + reutilari
= Disponibilitate %
Timp de functionare net Mers in gol + opriri + viteze reduse
=
Performante %
= Nivel al calitatii %
A = rebuturi + greseli in functionare
Randamentul global = disponibilitate x performante x nivel al calitatii
Fig. 3.7. Randamentul global
Analizand figura de mai sus se poate observa ca randamentul global creste odata cu cresterea disponibilitatii, performantelor si nivelului calitatii echipamentului productiv. Prin cresterea disponibilitatii duratele intreruperilor in functionarea echipamentelor datorate caderilor, interventiilor, reparatiilor, reglarilor si reutilarilor scad semnificativ, prin imbunatatirea performantelor masinilor si utilajelor se reduc timpii neproductivi rezultati din mersul in gol, opriri sau viteze reduse, iar cresterea nivelurilor calitative ale echipamentelor determina timpi de functionare efectivi mari, numarul de rebuturi micsorandu-se.
c) Metoda schimbarilor in serie ai tuturor factorilor de influenta ai calitatii
Este metoda ce permite reducerea timpilor datorati modificarilor in serie, fiind bazata pe observarea simpla si munca in grup a operatorilor. Se modifica pe rand unul din factorii de influenta ai sistemului, ceilalti mentinandu-se constanti si se masoara rezultatele diferite ce apar. Se analizeaza valorile masurate si se stabilesc masuri de imbunatatire a procesului.
d) Metoda analizei punctelor slabe si a efectelor acestora pana la atingerea starii critice a sistemului
Este o metoda de prevenire care permite estimarea caderilor ce pot aparea si modul lor de evitare. Fiecare cadere potentiala este caracterizata prin:
probabilitatea de aparitie 'A';
probabilitatea de nedetectare 'N';
gravitatea estimata de utilizatori 'G';
Produsul celor trei coeficienti este indicele de criticitate 'C'. Cand acesta depaseste o anumita limita prestabilita actiunile de corectie sunt scumpe si se realizeaza cu intarziere.
Totul presupune o activitate in grup a unor persoane pregatite in domeniu, care sa cunoasca sistemul si sa poata furniza analizei informatii pertinente.
e) Metodele Taguchi
Timp de 25 de ani Genichi Taguchi a dezvoltat aceste metode bazate pe crearea si aplicarea unor planuri de calitate. Filozofia lui Taguchi este formulata pornind de la doua idei principale:
- toate procesele sau produsele in care o caracteristica se indeparteaza de valoarea optima antreneaza o pierdere pentru societatea insasi, chiar daca aceasta caracteristica ramane in interiorul limitelor acceptabile (societate fiind considerata in sens larg suma furnizor + producator + client);
- toate procesele sau produsele sunt supuse actiunii unor factori care daca nu sunt controlati devin perturbatori. Aceste perturbari sunt tot ceea ce este susceptibil de a face ca un indicator de calitate sa antreneze o cadere. Un produs insensibil la perturbari este un produs robust.
Taguchi propune pentru imbunatatirea managementului calitatii totale:
optimizarea valorica a factorilor determinanti pentru proces sau pentru functionarea produsului;
alegerea unei valori minimale a costurilor pentru factorii mai putin importanti;
conceperea de procese sau produse insensibile pentru a le obtine in final durabile (robuste).
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |