
Etape generale de montaj motor k7
1.1.Structura departamentului motor
Activitatea departamentului se
desfasoara in doua cladiri, pe o suprafata
de cca.
a)Tipuri de motoare fabricate:
-
motoare pe benzina pentru gama X90: K7J (
- motoare diesel: F8Q
Principalele linii de fabricatie din Departamentul Motoare sunt:
b)Linia de asamblare:
- motoare
Controlul motoarelor inainte de livrare se realizeaza pe 6 bancuri de incercari (control 100%).
- chiulase: chiulase K7x si chiulase F8Q.
c)Linia chiulasa K, compusa din trei sectiuni:
- sectiunea ebos, care cuprinde 4 sectiuni de transfer,
- sectiunea semifinitie compusa din centre de prelucrare de mare viteza URANE,
- sectiunea finitie - linii de transfer.
d)Linia chiulasa F:
Este compusa numai din centre de prelucrare de mare viteza de tip URANE. Este o linie flexibila unde se pot produce si chiulase K cu minim de modificari.
e)Linia uzinaj/asamblaj biele :
Sunt fabricate biele K.
f)Linia arbore cotit:
Sunt produsi arbori cotiti pentru motoarele de 1,4 si 1,6 asamblate in intern si pentru export catre uzina Oyak din Turcia.
g)Linia arbore cu came:
Sunt produsi arbori cu came 1,4 si 1,6 si GPL.
h)Linia colectori
Sunt produsi colectori pentru intern si pentru extern (Brazilia).
i)Linia axa culbutori:
Sunt
produse doua tipuri de axe: pentru motorul K si motorul
D fabricat
j)Linia volanti:
Sunt produse 12 tipuri de volanti K si F pentru intern si export.
In cadrul departamentului se lucreaza pe toate liniile de fabricatie in doua sau trei echipe, in functie de comenzile primite din partea clientilor interni si externi.
1.2.Etapele generale de montaj motor k7
In departamentul motoare 2 al uzinei mecanice de pe platforma industriala mioveni se produc motoarele pe benzina pentru toate modele din gama Dacia.
Programul de fabricatie de la linia montaj motor incepe prin gestionarea ordinelor de fabricatie trimise de catre directia logistica si se adapteaza in functie de necesitatile de fabricatie.Etapele generale sunt:
E1.Operatia de gravare(figura1.1)
- se aplica carterului cilindrului seria de identificare a motorului
E2.Montarea cuzinetilor superiori si a arborelui cotit(figura1.2)
-cuzinetii sunt piese de uzura ce realizeaza cota intre carterul cilindru si arborele cotit,destinate eliminarii frecarilor.Cuzinetii inlesnesc rotatia arborelui cotit.


Fig.1.1 Gravare CC Fig.1.2 Montaj cuzineti
E3.Montarea cuzinetilor inferiori,realizarea cuplului de strangere a capacelor palier(figura1.3)
E4.Montarea capacului de etansare si a pompei de apa;montarea lantului de distributie cu pinionul de antrenare a acestuia(figura1.4)
-rolul pompei de apa este acela de a asigura circularea lichidului de racire in timpul functionarii motorului


Fig.1.3 Montaj cuzineti inferiori Fig.1.4 Montaj capac etansare
E5.Montarea semeringului distributie pe capacul de atansare(figura1.5)
-cu ajutorul unei prese,se monteaza simultan semeringul de distributie si semeringul palier.Semeringul este o piesa de etansare,folosita pentru a preveni scurgerile de ulei.
E6.Zona de ambielaj(figura1.6)
-se preseaza boltul prin biela si piston pentru realizarea ansamblului ax-piston-biela.


Fig.1.5 Montaj semering Fig.1.6 Zona de ambielaj
E7.Montarea pompei de ulei si a carterului de ulei(figura1.7)
E8.Montarea volantei(figura1.8)
-volanta este una din componentele ce asigura cuplarea cutiei de viteze cu motorul


Fig.1.7 Montaj pompa ulei Fig.1.8 Montaj volanta
E9.Etansarea completa a motorului(figura1.9)
E10.Montarea chiulasei(figura1.10)


Fig.1.9 Etansare motor Fig.1.10 Montaj chiulasa
E11.Montarea curelei de distributie(figura1.11)
-aceasta se monteaza pe roata dintata de la axa cu came,pe pinionul de la pompa de ulei si pe fusul arborelui pe care se introduce un pinion
-se adauga un galet care ajuta la intinderea curelei
E12.Tensionarea(intinderea curelei) (figura1.12)

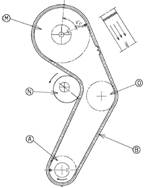
Fig.1.11 Montaj curea distributie Fig.1.12 Tensionare curea
E13.Montarea rampei culbutori-realizarea regaljului culbutori(figura1.13)
-culbutorii inchid si deschid supapele de admidie si evacuare.
E14.Montarea si verificarea presiunii rampei injectoare . (figura1.14)

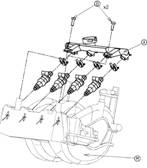
Fig.1.13 Montaj rampa culbutori Fig.1.14 Montaj rampa injectoare
E15. Aplicarea termostatului(figura1.15)

Fig.1.15 Aplicare termostat
E16.Montarea bujiilor,a bobinei de inductie si a fiselor de bujii(figura1.16)
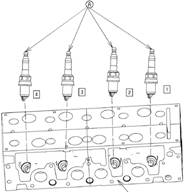
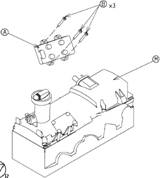
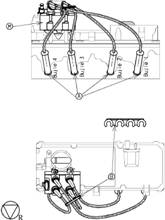
Fig.1.16 Montaj bujii,bobina,fise
E17.Montarea colectorului de evacuare pentru eliminarea gazelor(figura1.17)
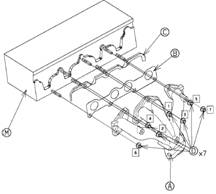
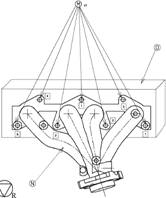
Fig.1.17 Montaj colector de evacuare
E18.Montarea repartitorului de aer(figura1.18)
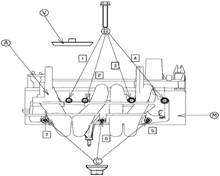
Fig.1.18 Montaj repartitor de aer
E19.Montarea placii si a discului de ambreiaj(figura1.19)
E20.Aplicarea filtrului de aer(figura1.20)

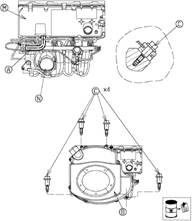
Fig.1.19 Montaj placa si disc ambreiaj Fig.1.20 Montaj filtru de aer
E21.Etansarea circuitului de apa si adaugarea uleiului in motor(figura1.21)

Fig.1.21 Adaugare ulei in motor
E22.Emiterea si aplicarea unei etichete cu cod de bare pentru seria si tipul motorului.
1.3.Tipuri de motoare asamblate pe linie
Numarul de repere asamblate este destul de variat in functie de comenzi,se asambleaza motoare atat pentru productia proprie de autovehicule,de la bancul de probe sunt duse direct in montaj general,cat si pentru export.In figura 1.22 este prezentat un motor k7 complet asamblat:

Fig.1.22-motor K7
Motoarele termice sunt motoarele ce consuma combustibil (benzina, motorina, etc) si transforma caldura dezvoltata in lucru mecanic.
Motoarele asamblate pe linie se impart in doua mari grupe :
K7 - motoare cu aprindere prin scantee,pe benzina si GPL;
F8 - motoare cu aprindere prin compresie,pe motorina;
Acestea la randul lor se impart in subgrupe prezentate in cele ce urmeaza:
Cateva tipuri de motoare din grupa K7 si F8 sunt prezentate in tabelul 1.1:
Tabelul 1.1 Tipuri de motoare
|
Denumire motor |
Diversitate |
|
K7J*710/CHAUFO/DM | |
|
K7J*710/DA | |
|
K7J*710/CA/DM | |
|
K7J*710/DM | |
|
K7J*710/CHAUFO/DM/F90 NORMAL | |
|
K7J*710/DA/K90,5PL,F90 CHADIM | |
|
K7J*710/DA/F90 NORMAL | |
|
K7J*714/DA | |
|
K7J*714/DM |
|
1.4.Mod de functionare general al liniei de asamblare
Linia este deservita de 86
palete (
discheta (eticheta) dinamica BOLOGH care contine toate informatiile despre motorul
respectiv.
Motoarele sunt fixate prin intermediul unei platine pe palete, fiecare avand memorie imbarcata si permitand rotirea motorului in jurul unei axe verticale 360° si a unei axe orizontale195°.
Fiecare post este constituit din doua opritoare electro-pneumatice (unul pentru paleta din post, celalalt pentru paleta din asteptare) gestionate de AP-ul (automat programabil) din post.
Transferul intre tronsoane se face fara interventia operatorului (automat) cu ajutorul a 3 captori care detecteaza prezenta unui motor :
- Un captor la intrarea pe masa rotativa, detectand prezenta motorului;
- Doi captori pe masa rotativa:
- Unul pentru detectare prezenta motor
- Celalalt in cazul in care paleta depaseste cursa normala (defectarea primului captor) care blocheaza in acesta situatie rotirea mesei si antrenarea paletei
( este necesara interventia intretinerii )
Masa rotativa din ultimul post de lucru - P390 are si rolul de post de asteptare si de saturatie.
Un captor este plasat in postul de lucru si unul in postul de asteptare pentru o mai buna gestionare a deplasarii plaletelor in post.
Odata operatiile efectuate, operatorul apasa butonul de validare si evacuare catre zona de asteptare din postul urmator.
Dupa descarcarea motoarelor P390, paletele continua drumul catre cele doua posturi ale sistemului de pilotaj organe mecanice- RAZ (stergerea informatiilor referitoare la motorul anterior) si MEC ( inscrierea informatiilor referitoare la urmatorul motor care trebuie realizat)
Atelierul de asamblare motor impreuna cu structura acestuia este prezentat in figura 1.23:
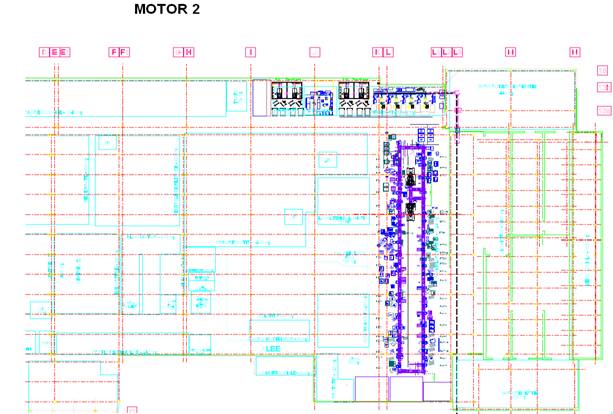
Fig.1.23-Atelier asamblare motor
Linia de asmblare motor k7 este prezentata in figura 1.24:
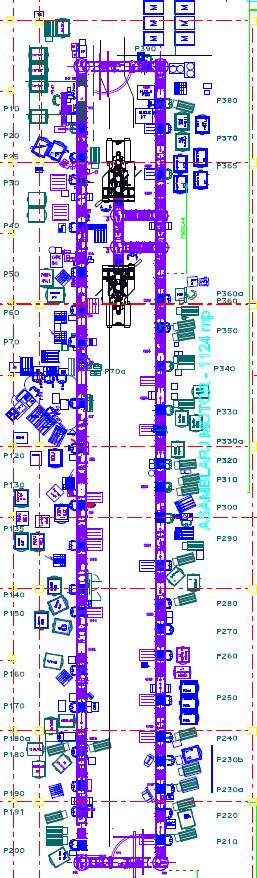
Fig.1.24-Flux productie motor
Principii generale flux linie:
Principiul general al fluxului liniei este compus din doua zone principale:
1).Baza motor si interfata (prima ramura a conveiorului) cu 21 posturi - 17 in linie si 4 de pregatire (21 operatori si 2 seniori).
2).Habillage motor (a doua ramura a conveiorului) cu 29 posturi - 26 in linie si 3 de pregatire (29 operatori si 2 seniori).
Linia este o bucla inchisa de conveior mecanizat compusa din patru tronsoane (doua tronsoane sunt prevazute cu porti de acces logistic,mijloace,mentenanta) si patru mese rotative de transfer intre tronsoanele de conveior.
-Obiectve (Ro)
Obiectivul RO (Randament Operactional) este de 0.98%.Randamentul operational reprezinta raportul dintre numarul de motoare realizate in 24 ore si capacitatea liniei
-Constrangeri in programul de fabricatie
Constrangerile sunt cele date de stocuri, a filmului de productie vehicule DACIA si a cererii de motoare pentru alte fabrici RENAULT. In plus rafalele trebuie sa fie neaparat multiplu de 4 sau 6 motoare - datorita conditionarii in containere.
1.5.Filozofia Kaizen
Filozofia Kaizen nu poate fi pusa in aplicare intr-un mod eficient ca o strategie de imbunatatire continua a postului de lucru de lucru cu exceptia cazului in care perimetrul,zona,departamentul in care se aplica a fost standardizat in prealabil. Desi obiectivul principal al strategiei Kaizen este de a imbunatati productivitatea si ergonomia postului de lucru sau a unui grup de posturi de lucru, aceasta are implicare indirecta la imbunatatirea fluxului de productie. Proiectul Kaizen va avea ca efect modificarea postului de lucru in cauza (structura, succesiunea de operatii), si ca rezultat,atat fisele standard ale operatiilor cat si evaluarea ergonomica a postului de lucru vor fi actualizate si imbunatatite.Aceasta etapa de pozitionare intre imbunatatire si standardizare este esentiala pentru a ne asigura ca nu exista nici un risc sa revenim la situatia anterioara analizei si ca exista un suport de instruire care sa fie disponibil operatorilor. O imbunatatire a postului de lucru in timpul unui proiect Kaizen va face o imbunatatire a modului in care livrarile catre postul de lucru sunt organizate. Rezultatul este ca un proiect Kaizen va contribui la imbunatatirea procesului de putin-timp, fie direct, prin eliminarea operatiilor inutile, fie indirect, prin imbunatatirea calitatii produsului si, prin urmare, orice abatere ulterioara a fluxului.
Un proiect Kaizen efectuat pe un set de posturi de lucru, in special pe linii automate, ar trebui sa conduca la eliminarea oricaror disfunctionalitati predominante. Acest lucru va avea un impact pozitiv asupra eficientei operationale ale liniei in cauza.
KAIZEN inseamna in primul rand imbunatatirea continua.Ideea pe care se merge este aceea ca niciodata nu ai un sistem perfect pus la punct ,intotdeauna este loc de mai bine.Posturile de lucru sunt facute astfel incat operatorii sa lucreze cat mai usor.
Respectarea acestui principiu ajuta operatorii in sensul ca nu le da voie sa greseasca deci calitatea si percizia operatiilor pe care le realizeaza este in continua crestere.Trebuie avute in vedere si stabilite continu standarde la nivel mai ridicat si atingand aceste niveluri superioare sistemul se imbunatateste mereu.
Aceasta metoda si-a dovedit eficacitatea.Avantajul principal al acestei metode este acela ca permite oricui ,si cand afirm acest lucru ma refer inclusiv la operatorii care i-si desfasoara activitatea,sa gaseasca anumite observatii,sa aiba anumite reflectii sau sa intreprinda diverse actiuni care sa ajute la imbunatatirea standardelor.Deci conditiile de lucru un pot fi proiectate de la inceput perfect,iar ele un pot fi imbunatatite doar de proiectant.Standardele se imbunatatesc cu idei de oriunde si de la oricine deoarece toti sunt influentati intr-o oarecare masura de buna desfasurare a muncii.
Neajunsurile sistemului un pot fi indepartate dintr-o data si mai ales un pot fi indepartate toate.Progresul in stil KAIZEN presupune eliminarea sistematica a pierderilor(a deseurilor) si astfel imbunatatim standardele.
Toti operatorii din linia de montaj a motorului k7 sunt formati cu aceasta filozofie,iar starea se spirit a principiului este:"ne putem imbunatatii mereu".
In uzina Dacia se realizeaza studii privind pierderile si se trece la actiune in sensul eliminarii acestora,a deseurilor intr-un post de munca sau intr-un grup de postura de munca.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |